1.3 Формулировка требований к системе автоматического регулирования подачи аргона донной продувки установки вакуумирования стали
Система автоматического регулирования должна отвечать таким требованиям как: многофункциональность; устойчивость; способность к восстановлению в случае отказов; обеспечение хорошего качества регулирования; обслуживаемость; непрерывное функционирование, останавливаясь на техническое обслуживание; должна отвечать всем стандартам, необходимым для безопасной эксплуатации [2].
В системе предусмотрена зашита всей информации от воздействия таких факторов, как авария в системе электрического питания, кратковременный перепад напряжения питания; устанавливаются источники бесперебойного питания; имеется программная защита от несанкционированных действий пользователя, хранения эталона ПО и нормативно-справочной информации на резервных носителях, периодического копирования информации на резервных носителях и сверке её с эталоном, своевременной замене эталона и его защите от несанкционированного доступа организационными мерами.
Технические средства должны состоять из типовых и унифицированных узлов и стандартных устройств, датчики и преобразователи информации имеют унифицированные выходные сигналы.
Возможность вводить данные, характеризующие процесс, вручную также должны быть заложены в системе.
Система должна оставаться открытой, допускается возможность функционального расширения, с соблюдением учета перспектив развития и адаптации к меняющимся технологическим условиям.
Система должна выполнять следующие функции: стабильность подачи инертного газа, визуализация и учёт параметров процесса технологии, общий контроль.
1.4 Выбор варианта решения
В качестве модернизации предлагается на каждый трубопровод установить датчик давления и регулирующий клапан для того, чтобы избежать неравномерного распределения инертного газа по трубам, уйти от ручного переключения для плавки на другом сталь-ковше, а также стабилизировать режим дегазации. Все изменения, проведенные в ходе модернизации позволят обеспечить стабильность подачи аргона на каждую огнеупорную вставку.
Модернизацию АСУТП предлагается провести путем расширения существующей системы, добавление новых устройств для контроля, считывания и управления в существующие модули ввода/вывода контроллера Siemens Simatic S7-300. [9]
Требования к модернизируемой АСУТП:
- обеспечение безаварийной работы установки вакуумирования стали;
- качественное регулирование и управление ИМ – регулирующими клапанами;
- противоаварийная защита осуществляется в распределённой системе управления при помощи схем блокировок и сигнализаций.
Датчики, исполнительные механизмы и прочее оборудование автоматизации можно подключить к контроллеру через существующие шкафы с оборудованием.
Программную реализацию необходимо выполнить в существующей программной среде путем расширения действующего проекта. Схемы блокировок и сигнализаций также добавляются в проект (схемы ПАЗ добавляются в собственный проект).
Интерфейс оператора также будет выполняться в существующей программной среде для обеспечения удобства работы оператора и быстрого обучения работе с новым оборудованием. [5]
Схема модернизируемого процесса представлена на рисунке 1.4.
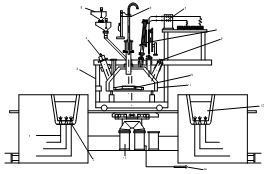
Рисунок 4 – Общая схема модернизированного процесса подачи аргона
В схеме присутствуют отдельные трубопроводы в соответствии с двумя вакуум-камерами, где по каждому трубопроводу осуществляется установка регулирующего клапана, расходометров, датчиков, показывающих давление по входу и выходу установки.
Когда осуществляется модернизация демонтируются и монтируются трубопроводы с аргоном. После того, как трубопровод аргона присоединяется к сталь-ковшу, задача оператора заключается в выборе вакуум-камеры, после чего начинается плавка. Осуществляется открытие клапанов, относящихся к вакуум-камере, где и осуществляется проведение плавки.
Для исключения неравномерного распределения газа в соответствии с трубопроводами требуется устанавливать регулирующие клапаны и датчики давления по выходу. Каждая вставка должна принимать газ одинакового давления.
2 СПЕЦИАЛЬНАЯ ЧАСТЬ
2.1 Разработка функциональной схемы и оценка ее надежности
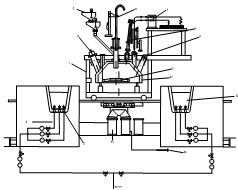
Рисунок 2.1 – Функциональная схема модернизированной САР подачи аргона донной продувки УВС
Функциональная схема САР является основным техническим документом проекта автоматизации, определяющим структуру системы управления технологическим процессом, а также оснащение его средствами автоматизации. Функциональная схема САР представляет собой чертёж, на котором схематически условными обозначениями изображены технологические аппараты, машины (клапана, датчики т.п.), трубопроводы, средства автоматизации и показаны связи между ними. Вспомогательные устройства на функциональной схеме САР не показаны. [2]
В разработанной системе используются:
- датчик давления аргона (1а) – для контроля подающего давления аргона;
- расходомер (1б) – для контроля расхода аргона;
- датчик давления (1в) – для контроля давления, поступающего непосредственно в днище сталеразливочного ковша;
- контроллер (2а) в шкафу управления – для сбора и анализа информации с датчиков и выработки необходимых сигналов на управляющие механизмы;
- исполнительный механизм (5-1, 5-2) – регулирующий клапан для регулирования подающего расхода;
- исполнительный механизм (7-1…7-6) – регулирующий клапан для регулирования давления аргона на выходе.
После установки сталь-ковша с жидкой сталью в вакуум-камеру к его днищу присоединяю 3 стальных трубопровода для подачи аргона и произведения плавки стали в вакуум-камере. Оператор установки на посту управления выставляет значение на расход аргона и производит его запуск. После подачи аргона открываются все клапаны в количестве 5 штук (клапан, открывающий заслонку для подачи газа, клапан регулирующий по расходу, 3 клапана, регулирующие давление непосредственно в сталь-ковш) на максимальный диапазон. После того, как установлен факт прохождения аргона в сталь-ковш, регулирующие клапаны встают в положение, необходимое для регулирования. Если значение на датчике давления и расходомере будет меньше заданного, то клапан получит сигнал от контроллера на большее открытие, если больше – на закрытие.
Регулирующим воздействием в данной системе является изменение расхода аргона и давления, поступающего в днище сталеразливочного ковша. Регулирование расхода осуществляется с помощью контроллера (2а), на вход которого поступают данные с расходомера и датчика давления, а с выхода выдаётся управляющее воздействие на исполнительные механизмы – регулирующие клапаны, которые при подаче аргона открываются. После чего измеряется расход и давление на выходе.
Надёжность АСУТП в соответствии с ГОСТ 27.002-84 определяется, как способность выполнять заданные функцией системой, при этом сохраняются при заданных условиях эксплуатации во времени значения установленных в заданных пределах эксплуатационных показателей.
Отказом функции является нарушение одного и более требований, предъявляемых к качеству выполнения функции или полная потеря способности системы выполнять эту функцию, возникающая при функционирующем нормально технологическом объекте управления и заданных условиях эксплуатации АСУТП.
На стадии проектирования АСУТП рассматриваются показатели надёжности: а) функция централизованного контроля; б) показатели ремонтопригодности; в) комплексные показатели.
Показатели надёжности рассчитываются в следующей последовательности: определить перечень функций АСУТП; определить состав технических средств; построение структурно-логической схемы расчёта надёжности.
Для каждого технического средства, участвующего в расчёте надёжности определяются такие параметры, как поток отказов (2.1) и поток восстановления (2.2). В расчётах Т и Тв берутся из норм технических условий на устройства. В расчёте надёжности функций делается упрощение структурно-логической схемы.
Значения показателей надёжности при параллельном соединении с горячим резервированием рассчитываются по формулам (2.5), (2.6), (2.7). Определение показателей надёжности производится по формулам (2.8) и (2.9).
При расчёте принимаются допущения: вероятность безотказной работы функции АСУТП в течение времени t не зависит от момента начала работы; функция распределения времени восстановления и времени наработки на отказ подчиняется экспоненциальному закону; непрерывный контроль состояния технических средств АСУТП; осуществление обслуживания при неограниченном восстановлении.
Расчет надёжности по функции автоматического управления. Функции системы, к которым должны предъявляться требования с точки зрения надёжности, являются: управление, сигнализация, измерение и регистрация.
В реализации функции измерения принимают участие следующие составные элементы системы: ЭВМ (Т=250000 ч, Тв=1 ч); модуль приёма аналоговых сигналов (Т=200000 ч, Тв=1 ч); контроллер (Т=250000 ч, Тв=1 ч); датчик (Т=170000 ч, Тв=1 ч).
По формулам (2.1), (2.2) вычислим параметры потока отказов и восстановления. Используя формулы (2.3) и (2.4), найдём параметры потоков отказа и восстановления системы элементов. Используя формулы (4.3) и (4.4) найдём параметры надёжности системы в целом. Время наработки на отказ системы: Т=100000 ч. Время восстановления системы: Тв=1 ч. Вероятность безотказной работы за 10000 часов (2.10): P(t)=0,999.
По этой методике аналогично можно определить показатели надёжности для функций управления, сигнализации и регистрации. По данным расчёта определили, что АСУТП обладает хорошей надёжностью.