В статье представлена детальная разработка технологического процесса ручной дуговой сварки пластин из высокопрочной стали 30ХГСА толщиной 4 мм. Рассмотрены вопросы выбора сварочных материалов (электроды УОНИ-13/85), расчета режимов сварки, определения норм времени и расхода электроэнергии. Приведены характеристики оборудования Kemppi Minarc 150, анализ химического состава стали и рекомендации по проведению предварительного подогрева и последующего отпуска для предотвращения трещин.
- Введение
- Преимущества сварки
- Эскиз сварочного соединения
- Расчет параметров режимов сварки
- Расчет нормы времени на выполнение сварочной операции
- Определения химсостава и структуры стали в исходном состоянии
- Технологические особенности сварки деталей данного структурного класса
- Выбор сварочных материалов
- Расчет расхода сварочных материалов
- Расчет химсостава сварочного шва и определение его структуры
Введение
Сварочная техника и технология занимает одно из ведущих мест в современном производстве. При помощи спецпроцесса «сварка» соединяются различные детали и их узлы разной сложности и конструкции. Свариваемые детали выполнены из самых различных материалов. Материалы изделий могут быть как из одного металла, так и из разнородных материалов.
Сварка начинает свою историю с 1881 года, русский ученый Бенардос предложил частично расплавлять и сваривать металл с помощью электрической дуги. В 1888 году русский ученый Славянов предложил использовать вместо угольного электрода металлический, а уже 1907 году шведский ученый Кельберг предложил применять для сварки, покрытые металлические электроды. С каждым годом ученые разных стран развивали и делали открытия в сфере сварки. Это было связано с тем, что сварка – это самый прогрессивный метод производства сварных конструкций, высокопроизводительный, с хорошим качеством конструкции, а также помогает изготовить сложные конструкции с меньшими затратами, по сравнению с такими операциями литьем, гибкой, штамповкой.
Большой вклад в освоении технологии сварочного производства внесли такие академики как: В.В. Петрову, Н.Г. Славянову, Е.О. Патону.
Сварка во многих случаях заменила такие трудоемкие процессы изготовления конструкций, как клёпка, литье, соединение на резьбе и ковка.
Преимущества сварки
- экономия металла – 10…30% и более в зависимости от сложности конструкции;
- уменьшения трудоемкости работ, сокращение сроков изготовления конструкции и уменьшения ее стоимости;
- удешевления оборудования и технологической оснастки;
- возможность использования наплавки для восстановления изношенных деталей;
- герметичность сварных соединений выше, чем клепаных или резьбовых;
- уменьшения производственного шума и улучшения условий труда рабочих.
В выпускной квалификационной работе предлагается разработать технологию сварки пластин толщиной 4мм и длинной 2м из стали 30ХГСА, расположенных в стык и сваренных ручной дуговой сваркой в нижнем положении.
Сталь 30ХГСА разрабатывалась учеными Советского Союза для применения в отрасли авиационной промышленности. Системы управления, включая педали и другие механизмы самолетов, изготавливаемых после 50-х годов прошлого века, были сделаны исключительно из указанного сплава. Сталь 30ХГСА характеристики имела хорошие, что позволило существенно расширить область ее применения. Массово начали применять данный состав в машиностроении и при производстве станков. В настоящее время сталь 30ХГСА применяется для изготовления валов, осей, зубчатых колес, фланцев, корпусов обшивки, лопаток компрессорных машин, работающих при температуре до 200 °С, рычагов, толкателей, ответственных сварных конструкций, детали работающие при знакопеременных нагрузках, крепежные детали, детали работающие при низких температурах.
Эскиз сварочного соединения
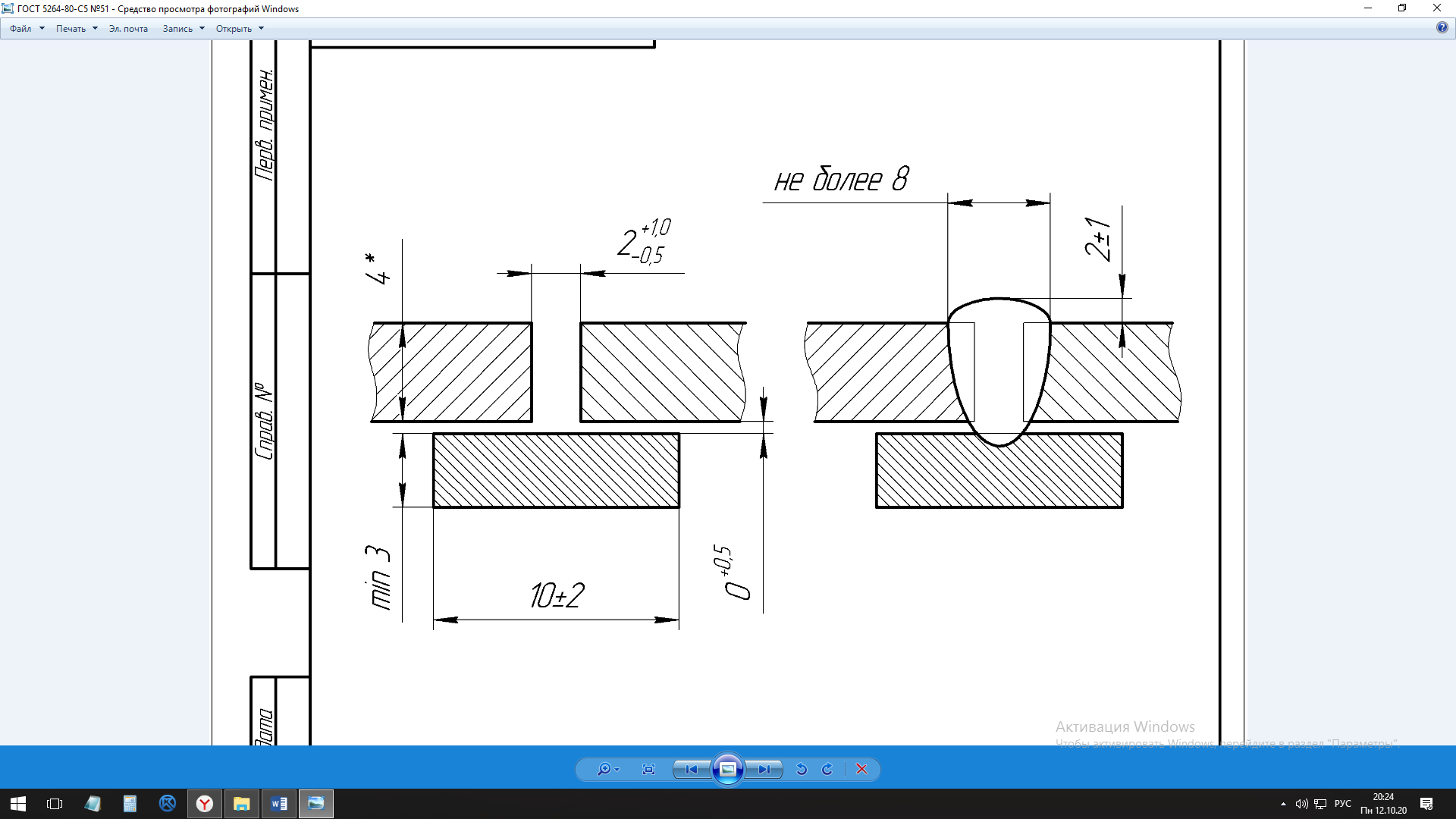
В соответствии с ГОСТ 5264-80-С5 «Ручная дуговая сварка» при толщине деталей 4мм эскиз изображен на Рис.1.1.

Рис.1.1 Эскиз сварного соединения ГОСТ 5264-80-С5
Расчет параметров режимов сварки
В данной курсовой работе применяется ручная дуговая сварка покрытым электродом. В соответствии с таблицей №2.1 выбираем диаметр электрода в зависимости от толщины свариваемого металла.
| Толщина металла, мм | 2 | 3-5 | 5-10 | 10-20 |
|---|---|---|---|---|
| Ручная дуговая сварка | 2,5 | 3,0-4,0 | 4,0-5,0 | 5,0-6,0 |
| Полуавтоматическая сварка | 0,8-1,0 | 1,2 | 1,2-1,6 | 1,6 |
| Автоматическая сварка в среде защитного газа | 1,0 | 1,2-2,0 | 1,6-2,0 | 3,0-4,0 |
| Автоматическая сварка под флюсом | — | 2,0-3,0 | 3,0-4,0 | 4,0-5,0 |
Принимаем dэ=3,0 мм.
Сварочный ток определяем по формуле: j=13 А/мм2 — плотность тока на электроде таблице 2.2.
Таблица 2.2.
Напряжение определяется по формуле:
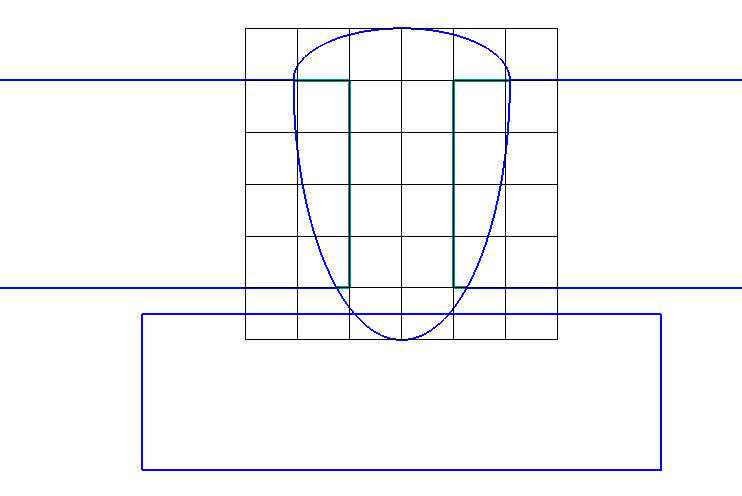
Fн- площадь поперечного сечения наплавленного металла за один проход, см3. Коэффициент наплавки ручной дуговой сваркой покрытым штучным электродом составляет αн=(8-10) г/(А*ч). Площадь наплавленного металла зависит от типа сварного соединения. Для угловых и тавровых швов (рис.4.1) она определяется как площадь треугольника, умноженного на коэффициент α учитывающий форму шва. Для определения площади сечения наплавленного металла, можно изобразить сечение шва на миллиметровой бумаге (рис.4.1.).
Рис.4.1 Сечение сварного соединения (Fн=11,5мм2, Fо=5мм2)
Расчет нормы времени на выполнение сварочной операции
Общее время на выполнение сварочной операции tсв состоит из нескольких компонентов и определяется по формуле: tсв= tп.з. +tв +tо +tобс +tп
tсв=0,96+0,096+0,036+0,185+0,27+0,06=1,607 час
где, tп.з.- подготовительно-заключительное время; tо – основное время; tв – вспомогательное время; tобс – время на обслуживание рабочего места; tп- время перерывов на отдых и личные надобности.

где, М н.п. — масса наплавленного металла. М н.п.=Fн.Lш.=0,115*7,8*200=178 гр.
где, Fн — площадь наплавленного металла; — плотность металла; L ш =2м — длина шва (т.к. сварочный шов сплошной).
tп.з.=10 % * tо=0,96*0,1=0,096 час

где tэ — время на смену одного электрода; Vэ — объем одного электрода; V = (d2 /4) Lэл =4396 мм3=4,4 см3; Lэл=350 мм, d=4мм; Fн.Lш — объем наплавленного металла.
Время зачистки кромок или шва tкр.(tбр) вычисляют по формуле tкр(tбр)=Lш(0,6+1,2(nс-1)), tкр(tбр)=2(0,6+1,2(2-1))=3,6мин= где, nс — количество слоев при сварке за несколько проходов; Lш — длина шва, м
Время на установку клейма принимают 0,03 мин на один знак. Время на установку, поворот и снятие изделия зависит от его массы. При массе изделия до 15 кг эти операции выполняются вручную. В курсовой работе это время можно принять равным tизд=3 мин.
Время на обслуживание рабочего места включает в себя время на установку режима сварки, наладку полуавтомата или автомата, уборку флюса, инструмента и т.д. Для ручной сварки: tобс=0,05*tо=0,185 час
Время перерывов на отдых и личные надобности зависит от положения, в котором сварщик выполняет работы. При сварке в удобном положении: tn=0,07*tо=0,27 час
Определения химсостава и структуры стали в исходном состоянии
В качестве основного металла применяется сталь 30ХГСА. Эта сталь относится к конструкционным высокопрочным высоколегированным. Химический состав представлен в таблице 4.1.
| C | S | P | Mn | Cr | Cu | Si | Ni | Fe |
|---|---|---|---|---|---|---|---|---|
| 0,28-0,34 | ≤0,025 | ≤0,025 | 0,8-1,10 | 0,8-1,1 | До 0,3 | 0,90-1,20 | До 0,3 | Ост. |
По ТУ 14-1-1083-74 суммарное содержание серы и фосфора не должно превышать 0,04%.
Определение структуры стали осуществляется по эквиваленту углерода. Для этого первоначально для стали рассчитываются эквивалентные значения хрома и никеля:
Т.к. эквивалент углерода больше 0,3, то можно утверждать, что при сварке 30ХГСА предварительный подогрев требуется в пределах 200-300°.
Технологические особенности сварки деталей данного структурного класса
Сварка данной стали требует предварительного подогрева до температуры 200-300⁰С. Свариваемость 30ХГСА ограниченная.
Хром снижает растворимость углерода, вступая с ним в реакцию и образую карбиды. При охлаждении сварочного шва на его границах образуется дельта-феррит, резко снижая пластичность зоны термического влияния.
Т.к. содержание углерода превышает 0,2% требуется предварительный подогрев до 250⁰С. После сварки требуется высокотемпературный отпуск 500-600⁰С.
Выбор сварочных материалов
Т.к. сварку стали 30ХГСА производят ручной дуговой сваркой покрытым электродом, то в качестве электрода необходимо использовать электроды Э85 ГОСТ 9467-75. К данному типу относятся электроды УОНИ-13/85 диаметром 4мм ГОСТ 9467-75.
Сварку УОНИ-13/85 производят только на короткой и предельно короткой длине дуги по очищенным кромкам. Перед сваркой необходима прокалка электродов при температуре 250-300°С в течении 1 часа.
Химический состав электродов УОНИ 13/85 представлен в таблице №6.1.
| C | Mn | Si | Mo | S | P | Fe |
|---|---|---|---|---|---|---|
| 0,12 | 1,9 | 0,75 | 0,65 | 0,017 | 0,027 | Ост. |
Расчет расхода сварочных материалов
Сварной шов состоит из наплавленного металлов, которые в процессе сварки перемешиваются, образуя общую ванну. При этом в сварочную ванну попадают химические элементы из основного металла в количестве, пропорциональном доли в основном металле шва Ɵо, и из проволоки в количестве, пропорциональном доли наплавленного металла в металле шва Ɵн.

где, — площадь основного металла в металле шва; — площадь наплавленного металла в металле шва; — площадь шва;
где, e –ширина шва; q — высота валика или выпуклости; H – высота шва. Высота углового шва Y=g+a, где h приблизительно равна глубине проплавления.
Расчет расхода сварочной проволоки для ручной дуговой сварки
, где — коэффициент потерь. Для ручной дуговой сварки с учетом потерь электродов на огарки (20%). Для ручной дуговой сварки мы определил только вес одних стержней. Для определения полного веса электродов необходимо учитывать вес покрытия:
, где — коэффициент веса покрытия.
Расчет химсостава сварочного шва и определение его структуры
Сварной шов состоит из основного и наплавленного металлов, которые в процесс сварки перемешиваются, образуя общую сварочную ванну. При этом в сварочную ванну попадают химические элементы из основного металлав количестве, пропорциональном доли основного металла в металле шва Ɵо, и из проволоки в количестве, пропорциональном доли наплавленного металла в металле шва Ɵн.
В соответствии с пунктом №2: Fн=5мм2, Fо=4мм2, Fш=9мм2.
После вычисления Ɵо и Ɵн необходимо рассчитать химический состав шва. Содержание каждого элемента вычисляется по формуле: Эш = Ɵо*Эо + Ɵн*Эпр, где Эо – содержание элементов в стали; Эпр – содержание элементов в проволоке.
После расчета химсостава по диаграмме Шефлера определяем его структуру. Т.к. эквивалент углерода шва больше 0,3 то можно утверждать, что сварочный шов детали из 30ХГСА при сварке электродами УОНИ-13/85 склонен к образованию холодных трещин, что говорит о необходимости последующего отпуска при температуре 500-550° на протяжении 3 часов.