Выбор сварочного оборудования
Т.к. сварка высоколегированных сталей производится на постоянном токе, то в качестве источника питания необходимо использовать выпрямитель. В качестве источника питания рекомендуется использовать Kemppi Minarc 150.
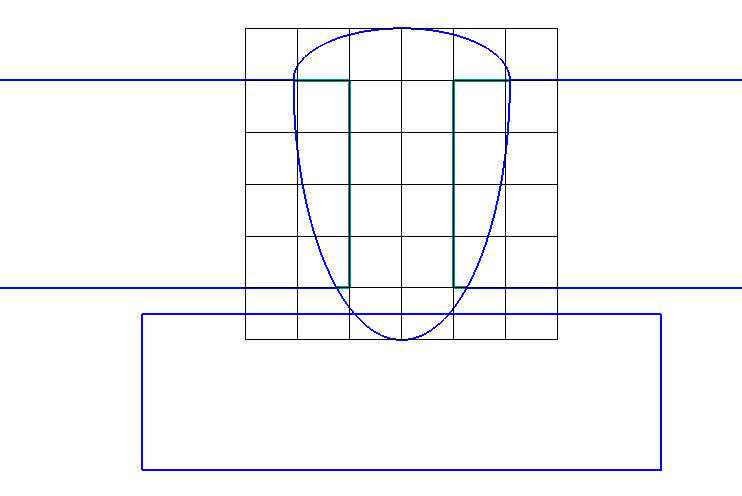
Рис.9.1 Сварочный инвертор Kemppi Minarc 150
1. Выключатель, 2. Регулятор сварочного тока, 3. Сетевой кабель 380В, 4. Клемма подключения держателя, 5. Клемма подключения кабеля массы.
Сварочный инвертор Kemppi Minarc 150 предназначен для ручной дуговой сварки покрытыми электродами изделий из стали на постоянном токе. Сварочный ток плавно регулируется. Градуировка тока дуги выполнена на лицевой панели. Оригинальный регулятор сварочного тока резко уменьшает время, необходимое на смену режима сварки.
Преимущества сварочного инвертора Kemppi Minarc 150:
- Модульная конструкция;
- Плавная регулировка сварочного тока;
- Способен работать через удлинитель сетевого кабеля (длинной до 40м) без потерь и задержек в зажигании дуги;
- Отказ от подвижных обмоток;
- Принудительное охлаждение;
- Простая процедура изменения полярности;
- Высокая надежность и показатель ремонтопригодность.
| Наименование параметра | характеристика |
|---|---|
| Входное напряжение, В | 220 |
| Минимальны ток, А | 45 |
| Максимальный ток, А | 160 |
| Диаметр электрода, мм | 2,4-4,0 |
| Напряжение холостого хода, В | 70 |
| Количество постов, шт. | 1 |
| ПВ при 120А, % | 100 |
| Потребляемая мощность при максимальном токе, кВт | 3,5 |
| Степень защиты | IP22 |
| Габариты, мм | 320x123x265 мм |
| Масса, кг | 4,6 |
| Класс оборудования | Профессиональное |
В качестве держателя электродов необходимо использовать: держатель электродов Kemppi 400EH; Кабель КГ 1х50; Байнетный разъем Fubag 35×50мм.
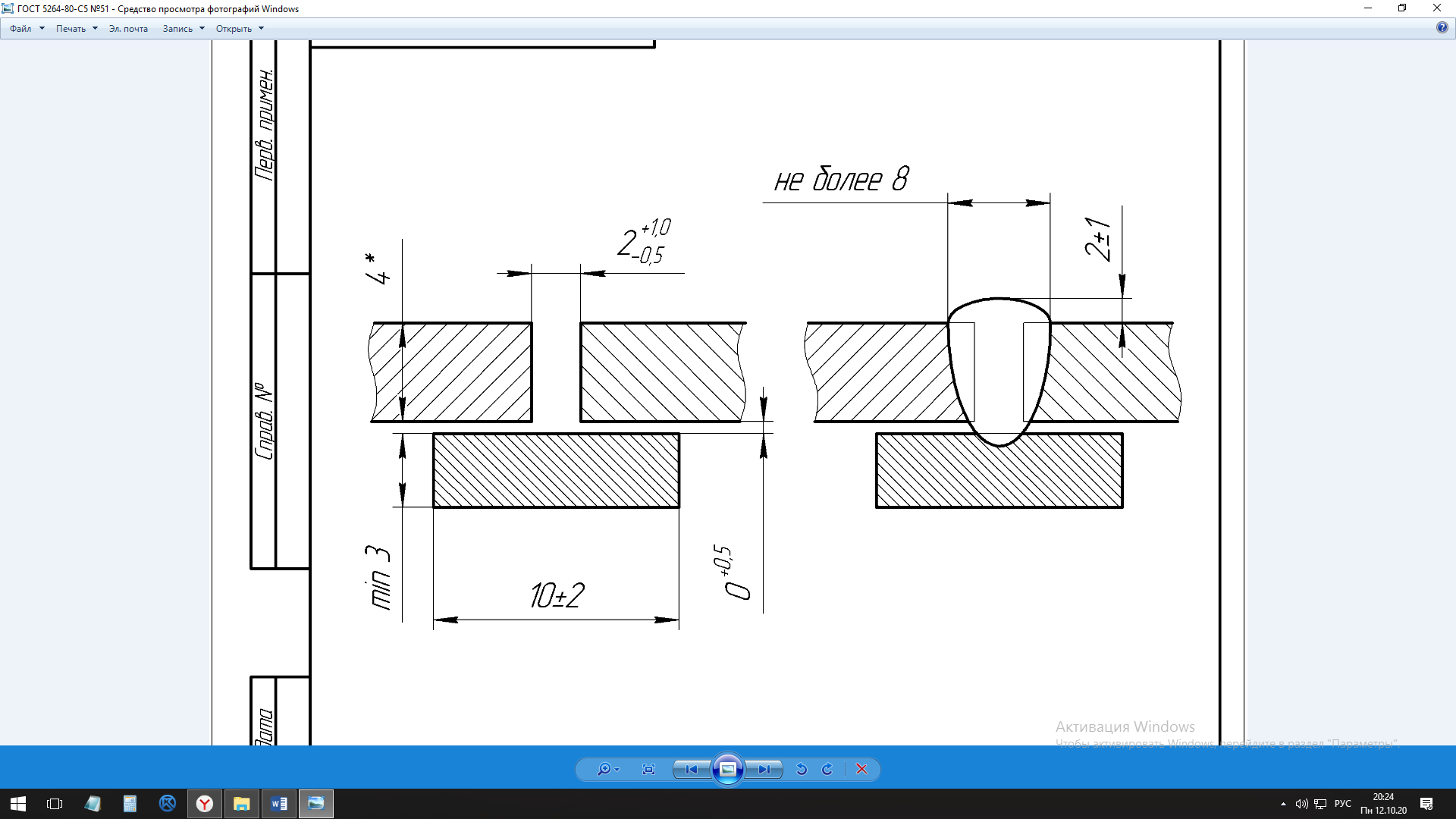
Рис.9.2 Сварочный держатель для ручной дуговой сварки
В качестве кабеля массы необходимо использовать: Зажим заземления Kemppi 300EH; Кабель КГ 1х50; Байнетный разъем Fubag 35×50мм.
[IMAGE_11]
Рис.9.3 Сварочный кабель массы для ручной дуговой сварки
Расчет расхода электроэнергии
При расчете расхода электроэнергии обычно учитывают три составляющие: Р=Рэ1+Рэ2+Рэ3. В курсовой работе допускается рассчитать только первую составляющую: Рэ1 = (Iсв * Uд * tо) / (1000 * η), где Iсв — сила сварочного тока; Uд — напряжение на дуге; tо — основное время сварки; η — КПД источника питания. Iсв=90А, Uд=24В, η=75%.
Карта технологического процесса
| Наименование операции | Обозначение шва | Сварочные материалы | Сварочное оборудование | Ø, мм | Iсв, А | Uд, В | Vсв, м/ч | tо, час | Tсв, час |
|---|---|---|---|---|---|---|---|---|---|
| Сварка деталей | ГОСТ 5264-80-С5 | УОНИ-13/85 | Kemppi Minarc 150 | 3,0 | 90 | 24 | 20 | 0,9 | 1,607 |
Заключение
В данной курсовой работе разработали технологию ручной дуговой сварки деталей толщиной 4мм, длиной 2м из высокопрочной стали 30ХГСА. В ходе анализа химического состава исследуемого материала выяснилось, что он имеет ограниченную свариваемость и склонен к появлению холодных трещин. После сварки 30ХГСА в изделии образуются внутренние напряжения и закалочные структуры, что нарушает условия равнопрочности сварного шва и основного металла. Из-за этого готовое изделие требует высокотемпературный отпуск.
Мы подобрали оптимальные сварочные материалы покрытые штучные электроды диаметром Ø3мм УОНИ-13/85 и режимы сварки. Для варки 30ХГСА требуется предварительный подогрев в пределах 200-300°С, а после сварки отпуск 500-600°С на протяжении 3 часов. Было подобранно сварочное оборудование (сварочный инвертор Kemppi Minarc150), удовлетворяющий всем требованиям технологии. Также был произведен расчет времени и расхода электроэнергии затраченного на изготовление одного изделия.
Список литературы
- Смирнов И.В. Сварка специальных сталей и сплавов: Учебное пособие.-3-е изд.,стер.-СПб.: Издательство «Лань», 2019.-268с.
- Куликов, В. П. Технология и оборудование сварки плавлением и термической резки/В.П.Куликов.-Минск: Экоперспектива, 2003.-416 с.
- Акулов, А. И. Технология и оборудование сварки плавлением/А.И.Акулов.-М.: Машиностроение, 1977.- 432 с.
- Сварка в машиностроении: справочник.-М.: Машиностроение, 1978— 1979.-Т.1-4.
- Сварка и свариваемые материалы / Под ред. В. Н. Волченко.-М.: Металлургия, 1991.-527с.
- Оборудование для дуговой сварки/Под ред. В. В. Смирнова. — Л.: Энергоатомиздат, 1986.—655 с.
- Основы материаловедения. Под ред. И.И. Сидорина. М.: Машино-строение, 1976, 436с.
- Теоретические основы сварки. Под ред. В.В. Фролова. М.: Высшая школа, 1970, 592 с.
- Технология электрической сварки плавлением. Под ред. Б.Е. Патона Москва-Киев , Машгиз, 1962, 663 с.
- Шоршоров М.Х., Чернышова Т.А., Красовский А.И. Испытание металов на свариваемость. М., Металлургия, 1972, 240 с.
- ГОСТ 5264-80 Ручная дуговая сварка.