В данной работе представлен курсовой проект по дисциплине «Технология полимерных и композиционных материалов». Целью проекта является проектирование технологического процесса изготовления детали «Компенсатор» с годовым выпуском 38 000 штук. В работе обоснован выбор материала (премикс DMC-20-PM) и метода производства (прямое компрессионное прессование), произведен расчет параметров пресс-формы, усилия пресса, режимов термообработки и механической обработки, а также спроектирован производственный участок.
- Титульный лист
- Содержание
- Введение
- 1. Общая часть
- 2. Технологическая часть
- 2.1. Технологический контроль
- 2.2. Определение типа производства
- 2.3. Выбор материала для изготовления детали
- 2.4. Выбор метода производства
- 2.5. Конструирование элементов пресс-формы
- 2.5.1. Расчет количества оформляющих полостей пресс-формы
- 2.5.2. Выбор материала для изготовления пресс-формы
- 2.5.3. Расчет усилия пресса
- 2.5.4. Выбор основного оборудования
- 2.5.5. Расчет оформляющих полостей пресс-формы
- 2.5.6. Расчет обогрева пресс-формы
- 3. Термообработка изделий после прессования
- 4. Механическая обработка изделия «Компенсатор»
- 5. Проектирование технологического процесса изготовления изделия
- 5.1. Расчет режимов прессования
- 5.2. Расчет режимов механической обработки
- 5.3. Разработка маршрутно-операционной технологии
- 5.4. Методы контроля качества
- 6. Проектирование участка прессования изделия
- 7. Освещение, отопление, вентиляция, водоснабжение и канализация
- Заключение
- Список использованной литературы
Титульный лист
Министерство науки и высшего образования Российской Федерации
Набережночелнинский институт (филиал) федерального государственного автономного образовательного учреждения высшего профессионального образования «Казанский (Приволжский) федеральный университет»
Автомобильное отделение
Кафедра материалов, технологий и качества
Курсовой проект
по дисциплине: «Технология полимерных и композиционных материалов»
на тему: «Разработка технологического процесса изготовления детали «Компенсатор» с годовым выпуском 38 тыс. шт. в год из полимерного волокнистого материала»
Выполнил: ст. гр. 1171107 Ягафарова Р. А.
Проверил: к.т.н., доцент Бобрышев А. А.
Набережные Челны, 2020 г.
Содержание
- Введение
- Общая часть
- Технологическая часть
- 2.1. Технологический контроль
- 2.2. Определение типа производства
- 2.3. Выбор материала для изготовления детали
- 2.4. Выбор метода производства
- 2.5. Конструирование элементов пресс-формы
- 2.5.1. Расчет количества оформляющих полостей пресс-формы
- 2.5.2. Выбор материала для изготовления пресс-формы
- 2.5.3. Расчет усилия пресса
- 2.5.4. Выбор основного оборудования
- 2.5.5. Расчет оформляющих полостей пресс-формы
- 2.5.6. Расчет обогрева пресс-формы
- Термообработка изделий после прессования
- Механическая обработка изделия «Компенсатор»
- 4.1. Выбор оборудования для механической обработки
- 4.2. Выбор инструмента резания для механической обработки
- 4.3. Измерительные инструменты применяемые при контроле качества
- Проектирование технологического процесса изготовления изделия
- 5.1. Расчет режимов прессования
- 5.2. Расчет режимов механической обработки
- 5.3. Разработка маршрутно-операционной технологии
- 5.4. Методы контроля качества
- Проектирование участка прессования изделия
- 6.1. Расчет количества единиц основного производственного оборудования
- 6.2. Организация рабочих мест и расчет численности работающих
- Освещение, отопление, вентиляция, водоснабжение и канализация производственных помещений
- Заключение
- Список используемой литературы
- Приложения
Введение
Композиционные волокнистые материалы находят широкое применение в таких областях промышленности, как космическая техника, авиа-, судо-, автомобилестроение и т. д. Применение данных материалов в современных конструкциях дает существенный выигрыш в массе, прочности, долговечности, стойкости к коррозии и агрессивным химическим средам.
Целью работы является проектирование технологического процесса изготовления детали «Компенсатор» с годовым выпуском 38 тыс. шт. в год из полимерного волокнистого материала.
Задачи для реализации поставленной цели: выбор и обоснование материала; выбор метода изготовления; выбор оборудования и технических средств оснащения; расчет режимов переработки изделия; разработка маршрутно-операционной технологии изготовления изделия.
1. Общая часть
Деталь «Компенсатор» применяется на различных типах устройств для того, чтобы избежать, стабилизировать, либо свести к минимуму возникновение нежелательных факторов, возникающих в результате воздействия окружающей или проводимой среды. К данной детали предъявляются следующие требования: предел прочности при сжатии не менее 100 Мпа; предел прочности при изгибе не менее 95 Мпа. С учетом годового выпуска 38 000 штук в год изделие должно производиться высокомеханизированными методами. Материал изделия – волокнисто-армированный композит.
2. Технологическая часть
2.1. Технологический контроль
Деталь «Компенсатор» представляет собой цилиндрическое тело с максимальным диаметром 305 мм и толщиной 15,5 мм. Имеется сквозное осевое отверстие диаметром 268 мм, 8 равнорасположенных отверстий диаметром 11 мм, две параллельные лыски. Шероховатость торцевых поверхностей Ra = 2,5 мкм, остальных — Ra = 6,3 мкм. Указанные размерные элементы относятся к средней точности.
2.2. Определение типа производства
Тип производства определяется исходя из годового выпуска и массы детали. Объем изделия V = 218,114 см³. При плотности 1,6 г/см³ масса детали составляет 348,98 г. Согласно таблице 1, при массе до 1 кг и выпуске 38 000 шт. производство является среднесерийным.
| Масса детали, кг | Тип производства |
|---|---|
| <1,0 | Средне-серийное, 10³ (1,5…100 тыс. шт.) |
2.3. Выбор материала для изготовления детали
Для изготовления выбран премикс DMC-20-PM. Это прессовочный материал, представляющий собой пастообразную смесь термореактивного связующего, рубленого волокна и минерального наполнителя. Преимущества: отсутствие фенола, формальдегида и летучих растворителей.
| Наименование материала | Предел прочности при изгибе, Мпа | Разрушающее напряжение при сжатии, Мпа | Ударная вязкость, кД/м² |
|---|---|---|---|
| DMC-20-PM | 100 | 120 | 30 |
2.4. Выбор метода производства
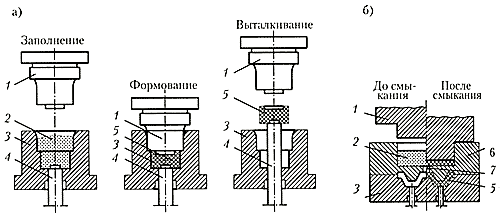
Для изготовления детали «Компенсатор» выбран метод прямого компрессионного прессования.
(Рисунок 2.1 Схема прямого компрессионного прессования). Метод позволяет получать изделия сложной конфигурации с высокой точностью. Процесс включает дозировку, нагрев, загрузку, смыкание, выдержку и извлечение изделия.
2.5. Конструирование элементов пресс-формы
Выбрана стационарная пресс-форма полузакрытого типа с горизонтальным разъемом. Она снабжена загрузочной камерой, что позволяет получать точные изделия определенной толщины.
2.5.1. Расчет количества оформляющих полостей пресс-формы
Расчет произведен исходя из годового фонда времени и времени цикла прессования (0,2 часа). Получено n=4. Выбрана 4-гнездная пресс-форма.
2.5.2. Выбор материала для изготовления пресс-формы
Для формообразующих деталей выбрана цементированная сталь марки 12ХНЗА (твердость 50-55 HRC). Для пуансонодержателей и обойм — сталь У8А и Ст. 3.
| Детали пресс-форм | Марки сталей | Твердость HRC |
|---|---|---|
| Формующие детали сложной формы | 12ХН2А; 12ХНЗА | 50—55 |
| Пуансонодержатели | СтЗ; Сталь 20 | 40—45 |
2.5.3. Расчет усилия пресса
Номинальное усилие пресса рассчитано по формуле: P = q * F * n * k. При удельном давлении 10 МПа, площади 166,5 см², 4 гнездах и коэффициенте 1,2, усилие составляет 799,2 кН.
2.5.4. Выбор основного оборудования
Выбран полуавтоматический гидравлический пресс ДЕ 2430 с номинальным усилием 1000 кН.
2.5.5. Расчет оформляющих полостей пресс-формы
Расчет произведен с учетом усадки материала (0,08%). Определены размеры матриц, пуансонов и загрузочной камеры. Толщина стенок загрузочной камеры S=72 мм.
2.5.6. Расчет обогрева пресс-формы
Расчет мощности нагревательных элементов произведен для верхней и нижней плит обогрева.
(Рисунок 2.2 Верхняя плита обогрева), [IMAGE_3] (Рисунок 2.3 Нижняя плита обогрева). Суммарная мощность нагревателей верхней плиты — 2100 Вт, нижней — 2500 Вт.
3. Термообработка изделий после прессования
Термообработка проводится для стабилизации размеров и более полного отверждения связующего. Режим: 3–4 часа при температуре 70–80 ºС с последующим естественным охлаждением.
4. Механическая обработка изделия «Компенсатор»
Для обработки используются токарно-винторезный станок 16К20 и консольно-фрезерный станок 6М83. Инструменты: резец 2100-0661 ГОСТ 18869-73 и фреза 2200-0157 ГОСТ 3752-71.
5. Проектирование технологического процесса изготовления изделия
5.1. Расчет режимов прессования
Цикл включает: подготовку (120 с), загрузку (90 с), смыкание (15,08 с), прессование (465 с), подпрессовку (12 с), окончательное прессование (15 с), размыкание (15,08 с), выталкивание (5,7 с) и очистку.
5.2. Расчет режимов механической обработки
Точение: V = 165 м/мин, S = 0,3 мм/об. Фрезерование: V = 90 м/мин, S = 0,015 мм/зуб.
5.3. Разработка маршрутно-операционной технологии
Основные этапы: заготовительная, транспортная, прессование (пресс ДЕ 2430), токарная, фрезерная, контроль, маркировка и упаковка.
5.4. Методы контроля качества
Применяются визуальный, органолептический и инструментальный методы (штангенциркуль, микрометр, профилометр). Контроль выборки составляет 2-3% от партии.
6. Проектирование участка прессования изделия
Расчетное количество оборудования: 3 единицы. Для обслуживания требуется 7 рабочих.
7. Освещение, отопление, вентиляция, водоснабжение и канализация
Проектирование ведется согласно СНиП. Применяется совмещенное освещение, водяное отопление, местная приточно-вытяжная вентиляция и прямоточное водоснабжение.
Заключение
Разработан технологический процесс изготовления детали «Компенсатор» из премикса DMC-20-PM. Выбран пресс ДЕ 2430, рассчитана оснастка и режимы обработки. Проект обеспечивает выполнение годовой программы 38 000 шт.
Список использованной литературы
- Филатов В. И. Технологическая подготовка процессов формования изделий из пластмасс. — Л.: Политехника, 2011.
- Пантелеев А. П. Справочник по проектированию оснастки для переработки пластмасс. — М.: Машиностроение, 2006.
- Швецов Г.А. Технология переработки пластмасс. — М.: Химия, 1998.
-
(Приложения 1-3)