Данная курсовая работа посвящена проектированию калибровки валков для производства стального круга диаметром 26 мм. В работе представлены расчеты прямоугольных, овальных и ребровых калибров для непрерывного мелкосортного стана 250-2 АО ЕВРАЗ ЗСМК. Приведены формулы для определения ширины, высоты и радиусов сопряжения калибров, а также методика расчета чистового круглого калибра с учетом температурного расширения металла.
- Титульные данные
- 3. Разработка калибровки валков для получения круга 26 мм
- Клеть А
- Клеть 1
- Клеть 2
- Клеть 3
- Клеть 4
- Клеть 5
- Клеть 6
- Клети 7-14
- Клеть 8
- Клеть 12
- Клеть 14
- Расчёт ребрового овала
- Клеть 7
- Клеть 9
- Клеть 13
- Определение размеров чистового круглого калибра
- Определение размеров чистового круглого калибра (продолжение)
Титульные данные
Министерство науки и высшего образования Российской Федерации
Федеральное государственное бюджетное образовательное учреждение высшего образования «Сибирский государственный индустриальный университет»
Кафедра обработки металлов давлением и металловедение. ЕВРАЗ ЗСМК
Курсовая работа по дисциплине: «Технология прокатного производства»
на тему: «Разработка калибровки валков для получения круга диаметром 26 мм в условиях непрерывного мелкосортного стана 250 – 2 АО ЕВРАЗ ЗСМК»
Выполнил: студент гр. ЗОМД — 18 (Попов В.А.)
Руководитель: д.т.н., профессор Фастыковский А.Р.
г. Новокузнецк, 2022
3. Разработка калибровки валков для получения круга 26 мм
Исходные данные для расчета размеров калибров принимаем из рисунка 2.
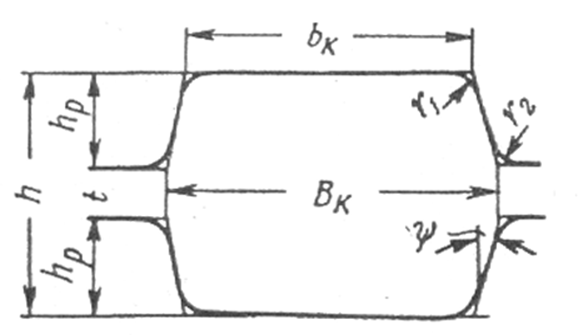
Рисунок 2 — Таблица калибровки круга 26 мм на мелкосортном стане 250 – 2 АО ЕВРАЗ ЗСМК.
Расчитываем размеры прямоугольных калибров (рисунок 3):
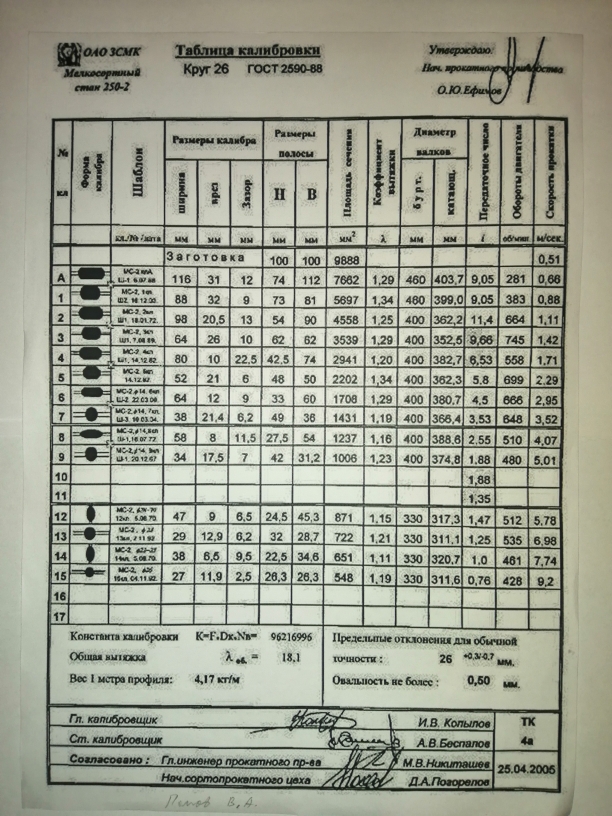
Рисунок 3 — Размеры прямоугольного калибра.
Размеры калибра определяются по формулам:
Ширина по дну калибра:
bк = 1 B (1)
где B — ширина задаваемой полосы;
Полная ширина калибра:
Bк = B + 1,5 ΔB (2)
где ΔB – уширение, мм.
Радиусы сопряжения прямоугольного калибра r1:
r 1= r2 = 0,1 (3)
Переходные радиусы в месте зазора определяются по формуле: (4)
Клеть А
В клети А используются гладкие валки исходные размеры заготовки 100×100 мм, после прокатки H = 74 мм и B = 112 мм, затем задаётся кантовка и заготовка задаётся в 1-ю клеть.
Перед клетью 1 производится кантовка на 90О.
bк = 1 ∙ 100 = 100 мм
ΔB = 112 — 100 = 12 мм
Bк = 100 + 1,5 ∙ 12 = 118 мм
r = 0,1 ∙ 100 = 10 мм
Клеть 1
Первая клеть имеет вертикальные валки. Зазор между валками S= 9 мм, высота калибра H= 73 мм, ширина полосы B= 81 мм.
bк = 1 74 = 74 мм
ΔB = 81 — 74 = 7 мм
Bк = 74 + 1,5 7 = 91,5 мм
r = 0,1 74 = 7,4 мм
Клеть 2
Вторая клеть имеет вертикальные валки. Зазор между валками S= 13 мм, высота калибра H= 54 мм, ширина полосы B= 81 мм.
bк = 1 81 = 81 мм
ΔB = 81 — 81 = 9 мм
Bк = 81 + 1,5 9 = 94,5 мм
r = 0,1 81 = 8,1 мм
Перед клетью 3 производится кантовка на 90О.
Клеть 3
Третья клеть имеет вертикальные валки. Зазор между валками S= 10 мм, высота калибра H= 62 мм, ширина полосы B= 90 мм.
bк = 1 54 = 54 мм
ΔB = 62 — 54 = 8 мм
Bк = 54 + 1,5 9 = 67,5 мм
r = 0,1 54 = 5,4 мм
Клеть 4
Четвёртая клеть имеет вертикальные валки. Зазор между валками S= 22,5 мм, высота калибра H= 42,5 мм, ширина полосы B= 74 мм.
bк = 1 62 = 62 мм
ΔB = 74 — 62 = 12 мм
Bк = 62 + 1,5 12 = 80 мм
r = 0,1 62 = 6,2 мм
Перед клетью 5 производится кантовка на 90О.
Клеть 5
Пятая клеть имеет вертикальные валки. Зазор между валками S= 6 мм, высота калибра H= 48 мм, ширина полосы B= 50 мм.
bк = 1 42,5 = 42,5 мм
ΔB = 50 – 42,5 =7,5 мм
Bк = 42,5 + 1,5 7,5 = 53,75 мм
r = 0,1 42,5 = 4,25 мм
Клеть 6
Шестая клеть имеет вертикальные валки. Зазор между валками S= 9 мм, высота калибра H= 33 мм, ширина полосы B= 60 мм.
bк = 1 50 = 50 мм
ΔB = 60 – 50 =10 мм
Bк = 50 + 1,5 10 = 65 мм
r = 0,1 50 = 5,0 мм
Клети 7-14
Клети 7-14 идёт чередование с ребрового овала на овальный калибр. Перед клетью 7 производится кантовка на 90О.
Порядок расчёта системы калибров овал — ребровой овал:
Радиус R овального калибра определяется по формуле: (5)
r = 0,15 b1 (6)
где S – зазор между валками, R – радиус овала, H — высота овала, B — ширина овала.
Клеть 8
Восьмая клеть имеет вертикальные валки, зазор между валками S= 11,5мм, высота калибра H= 27,5мм, ширина полосы B= 54 мм.
r = 0,15 ∙ 54 = 8,1 мм;
Перед клетью 9 производится кантовка на 90О.
Клеть 12
Двенадцатая клеть имеет вертикальные валки, зазор между валками S=6,5 мм, высота калибра H= 24,5 мм, ширина полосы B= 45,3 мм.
r = 0,15 ∙ 45,3 = 6,8 мм;
Клеть 14
Четырнадцатая клеть имеет вертикальные валки, зазор между валками S= 9,5 мм, высота калибра H= 22,5 мм, ширина полосы B= 34,6 мм.
r = 0,15 ∙ 34,6 = 5,2 мм;
Расчёт ребрового овала
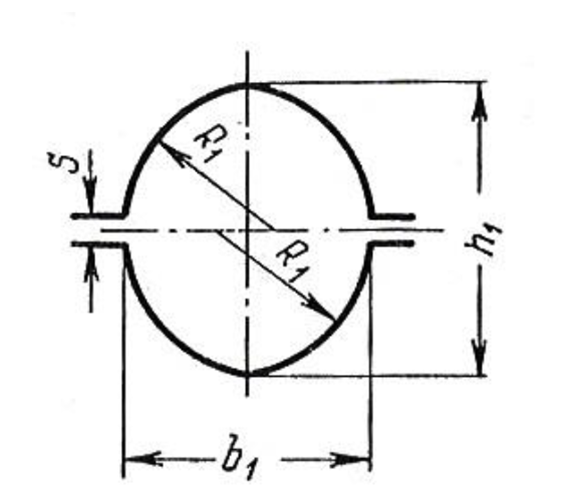
Рисунок 4 — Ребровой овал.
Радиус R1 ребрового овала калибра определяется по формуле: (7)
R1- боковой радиус ребрового овала, h1- высота ребрового овала, b1- ширина ребрового овала.
Переходные радиусы в месте зазора (r1):
Клеть 7
Седьмая клеть имеет вертикальные валки, зазор между валками S= 6,2 мм, высота калибра H= 49 мм, ширина полосы B= 36 мм.
r = 0,15 36 = 5,4 мм;
Клеть 9
Девятая клеть имеет вертикальные валки, зазор между валками S= 7 мм, высота калибра H= 42 мм, ширина полосы B= 31,2 мм.
r = 0,15 31,2 = 4,68 мм;
Клеть 13
Тринадцатая клеть имеет вертикальные валки, зазор между валками S=6,2 мм, высота калибра H= 32 мм, ширина полосы B= 28,7 мм.
r = 0,15 28,7 = 4,3 мм;
Определение размеров чистового круглого калибра
Размеры круглого профиля в холодном состоянии: (9), (10)
где dmax, dmin — максимальное и минимальные размеры готового профиля;
Δ — допускаемые отклонения на размеры профиля (допуски);
Н — номинальный диаметр профиля.
dср = (dmax + dmin) / 2 (11)
Где средний диаметр профиля в холодном состоянии.
Средний диаметр профиля в горячем состоянии можно найти по формуле: (12)
Наиболее часто применяется при прокатке углеродистых и большинства легированных сталей.
Определение размеров чистового круглого калибра (продолжение)
Известно три основных способа построения круглого калибра:
1. без развала
2. с прямолинейным развалом
3. с криволинейным развалом.
При втором способе размеры калибров определяются по формулам:
R = 0,5 ∙ dк (13)
hк = dк (14)
bк = 1,01 ∙ dk (15)
bк = 1,01 ∙ dk (16)
bк = 1,01 ∙ 26,10 = 26,37 мм