5 РАСЧЕТ И ПРОЕКТИРОВАНИЕ КОНТРОЛЬНО- ИЗМЕРИТЕЛЬНОГО ИНСТРУМЕНТА
Расчет и выбор гладких предельных калибров
Калибры — это тела или устройства, предназначенные для проверки соответствия размеров изделий или их конфигурации установленным допускам. Они применяются чаще всего для определения годности деталей с точностью 6…18 квалитетов, а также в устройствах активного контроля, работающих по принципу «западающего калибра».
С помощью предельных калибров определяют не численное значение контролируемого параметра, а выясняют, выходит ли этот параметр за предельные значения или находится между двумя допустимыми.
При контроле деталь считается годной, если проходная сторона калибра (ПР) под действием усилия, примерно равного массе калибра, проходит, а непроходная сторона калибра (НЕ) не проходит по контролируемой поверхности детали. Если ПР не проходит, деталь относят к бракованным с исправимым браком. Если НЕ проходит, деталь относят к бракованным с неисправимым браком.
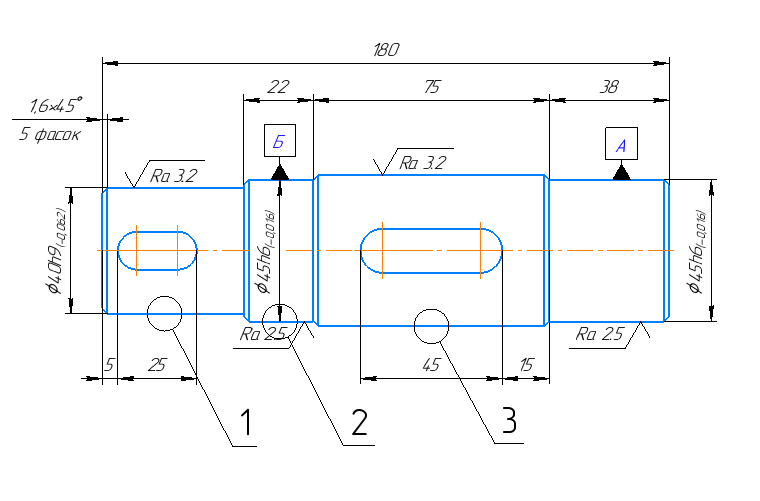
Расчет калибра — скобы для размера 45h6. Проходная калибр – скоба Р-ПР контролирует наибольший размер вала dmax, непроходная калибр – скоба контролирует наименьший размер вала dmin. Для контроля и настройки калибр — скоб предусмотрены контрольные калибры.
По ГОСТ 18360-93 находим верхнее и нижнее предельные отклонения: dmax = 45,000 мм; dmin = 44,984 мм.
Рассчитываем наибольший и наименьший предельные размеры вала, формула 15,16: dmax = d + es (15) dmin = d + ei (16) dmax = 45,000 мм. dmin = 44,984 мм.
Произведём расчёты калибра скобы Ø40h6 по формулам 17,18, 19, 20,21:
[IMAGE_5] [IMAGE_6] [IMAGE_7] где z1, Y1, H1, α — коэффициенты. [IMAGE_8]

[IMAGE_5] [IMAGE_6] [IMAGE_7] [IMAGE_8]
[IMAGE_5] [IMAGE_6] [IMAGE_7] [IMAGE_8]
[IMAGE_5] [IMAGE_6] [IMAGE_7] [IMAGE_8]
[IMAGE_5] [IMAGE_6] [IMAGE_7] [IMAGE_8]
Произведём расчёты контрольных калибров по формулам 22,23,24,25,26,27:
[IMAGE_5] [IMAGE_6] [IMAGE_7] [IMAGE_8]
[IMAGE_5] [IMAGE_6] [IMAGE_7] [IMAGE_8]
[IMAGE_5] [IMAGE_6] [IMAGE_7] [IMAGE_8]
[IMAGE_5] [IMAGE_6] [IMAGE_7] [IMAGE_8]
[IMAGE_5] [IMAGE_6] [IMAGE_7] [IMAGE_8]
[IMAGE_5] [IMAGE_6] [IMAGE_7] [IMAGE_8]
Строим схему расположения полей. На рисунке 3 изображены допуски калибра-скобы.
Рисунок 3 — Поля допусков калибра-скобы
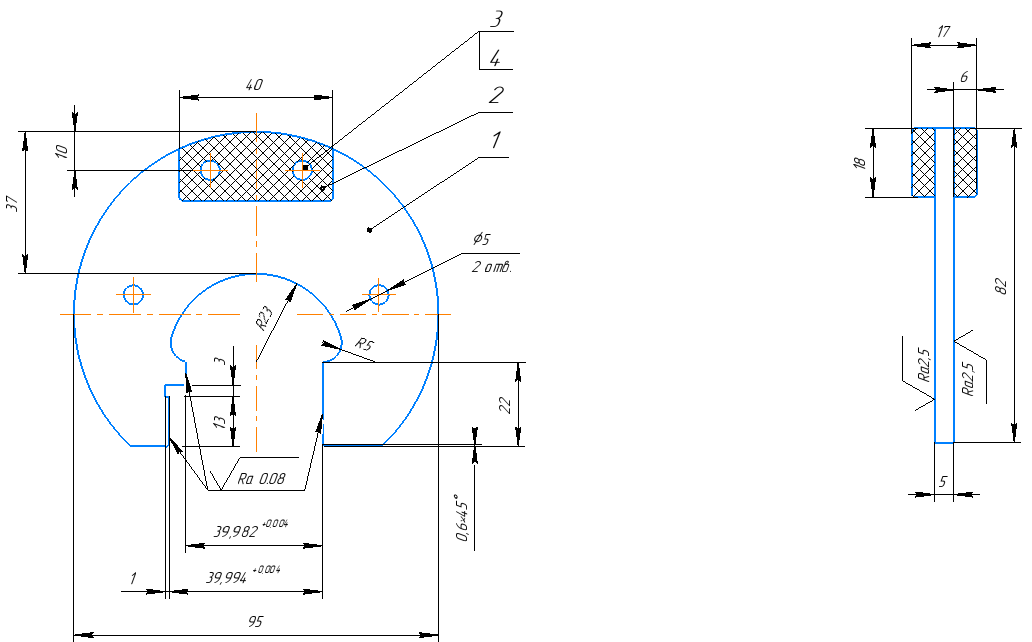
По ГОСТ 18360-93 [8] выбираем конструкцию калибров ПР и НЕ, и их основные размеры. Размеры скобы: D= 40 мм; D1= 95 мм; H= 82мм; h=37 мм; l=22 мм; l1=13 мм; l2=3мм; s=5 мм; масса — 0,2 кг. Твердость рабочих поверхностей 58-64 HRC. Шероховатость измерительных поверхностей выбираем по ГОСТ 2789-73: Rа 0,08. На рисунке 4 изображен чертеж калибр-скобы.
Рисунок 4 — Калибр-скоба
Заключение
В данной курсовой работе был спроектирован в системе САПР ТП Вертикаль технологический процесс детали «вал 3», комплект технологической документации в которые входят: операционные карты, карты оснастки, маршрутные карты, карты наладки и карта эскизов обработки.
Была разработана программа технологической обработки для токарной операции детали «вал 3».
Выполнен силовой расчет режущего инструмента при точении. Рассчитано машинное и основное время обработки детали «вал 3».
Рассчитал наибольшие и наименьшие размеры для проходной и непроходной калибр-скобы, выполнил расчёт контрольных калибров и спроектировал контрольно-измерительный инструмент, для контроля соответствия качества детали.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
- ГОСТ 18372-73 Фрезы концевые твердосплавные. Техническое условие.- Москва: Издательство стандартов, 1984. — 22 с.
- ГОСТ 18878-73 Резцы токарные проходные прямые с пластинами из твердого сплава. Техническое условие. Конструкция и размеры.- Москва: ИПК Издательство стандартов, 2003. — 15 с.
- ГОСТ 18885-73 Резцы токарные резьбовые с пластинами из твердого сплава. Техническое условие. Конструкция и размеры.- Москва: ИПК Издательство стандартов, 2003. — 9 с.
- ГОСТ 2423-83 Круги шлифовальные. Техническое условие.- Москва: ИПК Издательство стандартов, 2003. — 57 с.
- ГОСТ 2590-2006 Прокат сортовой стальной горячекатаный круглый Сортамент. Техническое условие.- Москва: ИПК Издательство стандартов, 2003. — 30 с.
- Ермолаев, В.В. Программирование для автоматизированного оборудования: учебник для студентов учреждений среднее профессиональное образования/ В.В. Ермолаев. – 2-е издание стереотипное – Москва: Издательский центр «Академия», 2018. — 272 с.
- Новиков, В.Б. Технология машиностроения. Практикум и курсовое проектирование, учебник для студентов учреждений среднее профессиональное образования/ А.И Ильянков., В.Б Новиков.- 2-е издание, переработанное — Москва: Издательский центр «Академия», 2014. — 352 с.
- Справочник технолога-машиностроителя в 2-х томах под редакцией Косиловой А.Г.: для инженерно-технических работников отраслей машиностроения/ А.Г. Косилова и Р.К. Мещерякова 4 –е издание, переработанное, дополнение — Москва: Издательство «Машиностроение», 1986. – 496 с.
- Морозов, И.М. Техническое нормирование операций механической обработки деталей: Учебное пособие. Компьютерная версия.
- Станочные приспособления и оснастка.
- Технология изготовления валов.
- Технология машиностроения.
- Технологическое оснащение и станочные приспособления.
- Шишмарев, В.Ю. Основы автоматизации технологических процессов. Учебник – Москва: КноРус, 2019 – 406 с.