Вспомогательное время Тв включает: Время на установку и снятие детали, при установке заготовки массой 2,82 кг в самоцентрирующем трехкулачковом патроне Тус = 0,55 мин. Суммарное время на установку и снятие детали составит: Тус= 0,55∙0,32=0,176 мин.
Вспомогательное время определяется по формуле 12,мин: Тв = Тус ∙ Топ ∙ Тизм, (12) где Тус — время на установку и снятие заготовки; Топ –вспомогательное время, связанное с операцией; Тизм – время на измерение деталей.
Вспомогательное время, связанное с операцией Топ, предусматривает выполнение следующих действий: – проверить приход детали или инструмента в заданную точку после обработки – 0,15 мин; – установить и снять щиток от забрызгивания эмульсией – 0,03 мин. Поскольку все перечисленные действия при обработке с переустановкой выполняются два раза: Топ = 0,32мин. Тизм = (0,080+0,080)∙0.25+ (0.04+0.08+0.1+0.12)∙0.10=0,074 мин. Тв = 0,576 + 0,32 + 0.074= 1 мин. Тшт = (0,511+1∙0,81)∙1,07=1,41 мин.
Норма штучно-калькуляционного времени определяется по формуле 13: Тшт.к. = Тшт + Тп.з / n, мин, (13) где Тп.з – подготовительно-заключительное время, мин; n–количество деталей в партии, — 35000 шт.
Определим составляющие подготовительно-заключительного времени (Тп.з). Время организационной подготовки: – получить технологическую документацию, режущий и измерительный инструмент, приспособление и так далее до начала и сдать их после окончания обработки – 9,0 мин. При получении в инструментально-раздаточной кладовой; – ознакомиться с предстоящей работой – 2,0 мин; – инструктаж мастера – 2,0 мин. Tп.з1=9,0+2,0+2,0=13,0 мин.
Время на наладку станка, приспособлений, инструмента, программных устройств: – установить и снять патрон трехкулачковый – 2,5 мин; – Сместить заднюю бабку рукояткой – 0,4 мин; – установить исходные режимы работы станка (n и S) 0,20∙2=0,4 мин; – установить режущие инструменты в револьверную головку 0,5∙2=1 мин; – установить программоноситель в считывающее устройство и снять – 1,0 мин; – проверить исправность считывающего устройства и перфоленты – 1,2 мин; – ввести программу в память системы ЧПУ с программоносителя – 1,2 мин; – установить исходные координаты Х и Z (настроить нулевое положение) – 2,5 мин; – настроить устройство для подачи СОЖ – 0,3 мин. Tп.з2=2,5+0,4+0,3+1+1,0+1,2+1,2+2,5+0,4=10,5 мин.
Подготовительно-заключительное время на пробную обработку детали при работе на токарных станках с ЧПУ определяется по формуле 14: Tпр.обр = tпр.обр + Tца (14) где Тца – время цикла обработки, равно 0,511 мин. tпр.обр – время пробной обработки, при отсутствии в конструкции детали поверхностей с допусками на диаметр точнее 11 квалитета и при четырех режущих инструментах в наладке, равно 4,7 мин. Tпр.обр.=4,7+0,511=5,211 мин.
Итого подготовительно-заключительное время: Tп.з=13+10,5+5,211=28,711 мин. Штучно-калькуляционное время: 1,41 мин.
- 4 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА В СИСТЕМЕ САПР ТП ВЕРТИКАЛЬ
- 4.1 Разработка технологического процесса детали «палец» в системе САПР ТП Вертикаль
- 4.2 Создание комплекта технологической документации в системе САПР ТП Вертикаль
- 4.3 Программирование процесса технологической обработки детали «Вал 6»
4 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА В СИСТЕМЕ САПР ТП ВЕРТИКАЛЬ
4.1 Разработка технологического процесса детали «палец» в системе САПР ТП Вертикаль
ВЕРТИКАЛЬ — система автоматизированного проектирования технологических процессов, которая решает большинство задач в рамках технологической подготовки производства и позволяет упростить формирование и сопровождение техпроцессов, повысить качество технологической документации и добиться оптимальных показателей использования имеющихся ресурсов предприятия.
Система ВЕРТИКАЛЬ позволяет в автоматизированном режиме проектировать технологические процессы, в основе которых лежит иерархическая структура из операций, переходов, оборудования, профессий, оснастки и других технологических объектов, а также предоставляет возможность параллельного проектирования сложных и сквозных техпроцессов группой технологов в реальном режиме времени.
Поддерживается разработка типовых и групповых технологических процессов, в рамках которой можно, единожды заполнив общие данные ТП, использовать их впоследствии для проектирования множества единичных технологических процессов. Также система поддерживает создание типовых и групповых техпроцессов на основе ранее разработанного единичного.
Подключение 3D-модели и чертежа детали при разработке технологического процесса, добавление оборудования и технологической оснастки. Создание эскизов обработки деталей. Разработка технологического процесса по переходам и операциям.
В рамках работы с системой ВЕРТИКАЛЬ обеспечивается поддержка актуальности технологической информации с помощью процессов управления изменениями.
Система поддерживает двустороннюю связь параметров технологического процесса с параметрами графических документов КОМПАС-3D: чертежей, эскизов, 3D-моделей. При изменении значений параметров в графических документах происходит соответствующее изменение ассоциированных параметров технологического процесса (например, изменение размеров в тексте перехода при изменении соответствующего габарита на чертеже). Имеется возможность и обратного действия — обновления значения параметра в графическом документе в ответ на изменения в ТП.
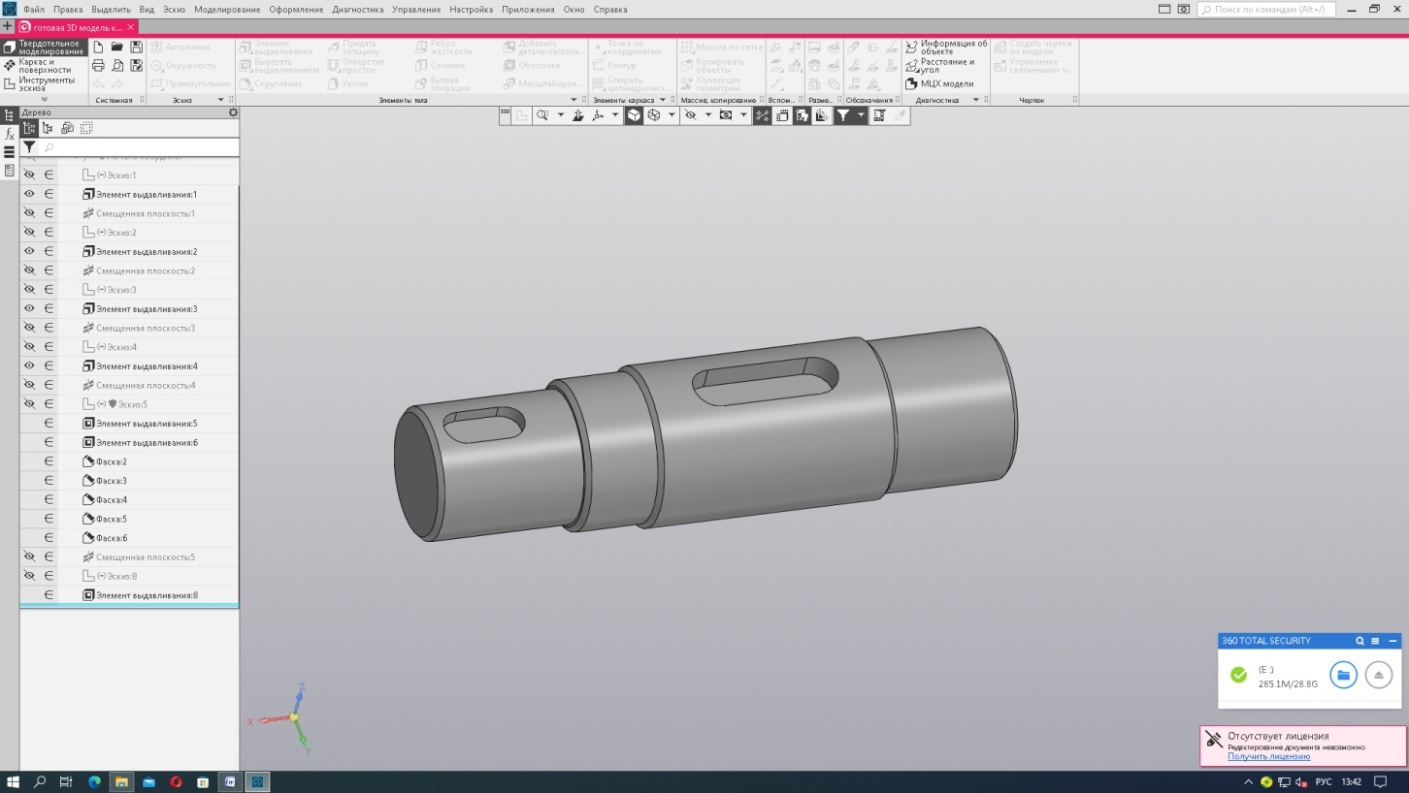
Рисунок 1 – 3D-модель детали «вал 3»
4.2 Создание комплекта технологической документации в системе САПР ТП Вертикаль
САПР ТП ВЕРТИКАЛЬ — система автоматизированного проектирования технологических процессов нового поколения, предназначенная для автоматизации процессов технологической подготовки производства. В ВЕРТИКАЛЬ работа взаимосвязана с другими программными продуктами, входящими в КОМПЛЕКС, а также с системой КОМПАС-3D. При помощи КОМПАС-3D формируются графические документы на этапе конструкторской подготовки производства (чертежи и 3D-модели) и в процессе проектирования технологических процессов (эскизы). Справочные данные поставляются в ВЕРТИКАЛЬ из следующих справочников системы ПОЛИНОМ: MDM: справочник технолога, материалы и сортаменты, стандартные изделия.
Приложение Справочник Единицы измерения позволяет передавать в ВЕРТИКАЛЬ информацию о единицах измерения. Автоматизация расчетов, выполняемых в процессе проектирования технологических процессов, осуществляется специальными приложениями САПР ТП ВЕРТИКАЛЬ: нормирование материалов, нормирование трудозатрат.
Система ВЕРТИКАЛЬ позволяет в автоматизированном режиме проектировать технологические процессы, в основе которых лежит иерархическая структура из операций, переходов, оборудования, профессий, оснастки и других технологических объектов, а также предоставляет возможность параллельного проектирования сложных и сквозных техпроцессов группой технологов в реальном режиме времени.
Поддерживается разработка типовых и групповых технологических процессов в рамках которой можно, единожды заполнив общие данные ТП, использовать их впоследствии для проектирования множества единичных технологических процессов. Также система поддерживает создание типовых и групповых техпроцессов на основе ранее разработанного единичного.
В рамках работы с системой ВЕРТИКАЛЬ обеспечивается поддержка актуальности технологической информации с помощью процессов управления изменениями.
Система поддерживает двустороннюю связь параметров технологического процесса с параметрами графических документов КОМПАС-3D: чертежей, эскизов, 3D-моделей. При изменении значений параметров в графических документах происходит соответствующее изменение ассоциированных параметров технологического процесса (например, изменение размеров в тексте перехода при изменении соответствующего габарита на чертеже). Имеется возможность и обратного действия — обновления значения параметра в графическом документе в ответ на изменения в технологическом процессе.
В системе САПР ТП ВЕРТИКАЛЬ мною был спроектирован технологический процесс на деталь «Вал 6» и создан комплект технологических документов с использованием приложения ВЕРТИКАЛЬ-Отчеты. Был сформирован следующий комплект технологической документации: маршрутная карта, операционная карта, ведомости оборудования и оснастки, карта эскизов. Комплект технологической документации представлен в приложении А.
4.3 Программирование процесса технологической обработки детали «Вал 6»
SinuTrain предназначено для обучения. Оно служит для создания и симуляции программ ЧПУ на PC на базе языка программирования DIN 66025, а также продуктов ShopMill, ShopTurn и ManualTurn + языковые команды типа SINUMERIK 810D, 840D, 840Di. ПО не предусматривает использования в расширенном программировании.
Но созданные с помощью ПО программы могут использоваться на реальных станках, если ПО (SinuTrain/JobShop) было адаптировано к SINUMERIK, на котором созданная программа должна выполняться.
К преимуществам SinuTrain относятся: Интерфейс управления и программирования ShopMill для фрезерных станков. Интерфейс управления и программирования ShopTurn для токарных станков. ManualTurn для управляемых циклами токарных станков (функции программирования). Программирование DIN 66025. Удобный вычислитель контура. Подробные токарные и фрезерные циклы. Управление инструментом. Инструменты конфигурирования для адаптации на различных станках.
Управляющая программа на токарную обработку детали «Вал 6» представлена в приложении Б.