В статье представлено подробное методическое руководство по проектированию фасонных резцов. Рассматриваются алгоритмы расчета координат узловых точек профиля детали и инструмента, правила назначения передних и задних углов, а также углов наклона базы. Приведены примеры расчетов для призматических, круглых и тангенциальных резцов, а также справочные данные по габаритным и присоединительным размерам согласно стандартам.
- 1. ПРОЕКТИРОВАНИЕ фасонных резцов
- 1.1. Алгоритм расчета
- 1.1.1. Радиальные и призматические резцы
- Рис. 1.1. Простановка линейных размеров: а) до расчета координат; б) для расчета координат
- Рис. 1.2. Определение координат узловых и промежуточных точек для точной конической поверхности
- Рис. 1.3. Определение координат промежуточных точек для точной торовой поверхности
- II этап: Определение координат точек профиля резца
- 1.1.2. Тангенциальные фасонные резцы
- 1.2. Примеры расчета
- III этап: Определение размеров профиля резца
- Пример 2
- 1.3. Габаритные и присоединительные размеры фасонных резцов
- 1.4. Порядок выполнения задания 1
- ПРИЛОЖЕНИЯ
1. ПРОЕКТИРОВАНИЕ фасонных резцов
Алгоритм расчета фасонных резцов состоит из трех этапов:
- I – определение значений координат узловых и промежуточных точек профиля детали;
- II – определение значений координат точек профиля резца;
- III – определение размеров профиля резца от измерительной базы.
Расчеты на I этапе выполняются одинаково для всех типов резцов.
1.1. Алгоритм расчета
1.1.1. Радиальные и призматические резцы
I этап: Определение координат точек профиля детали
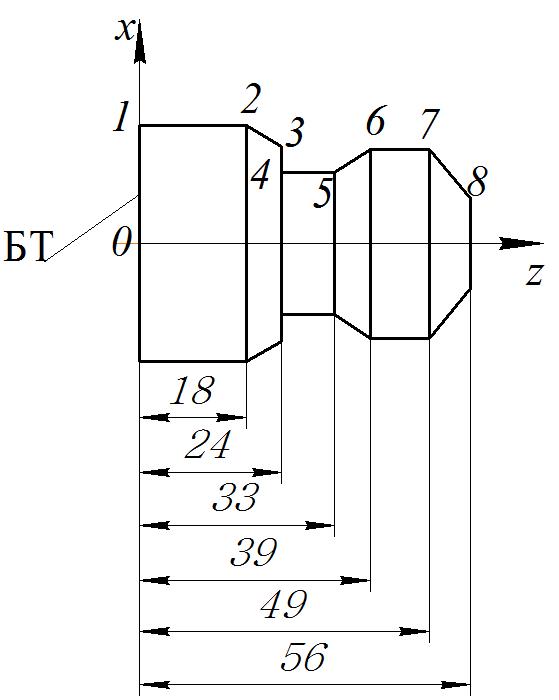
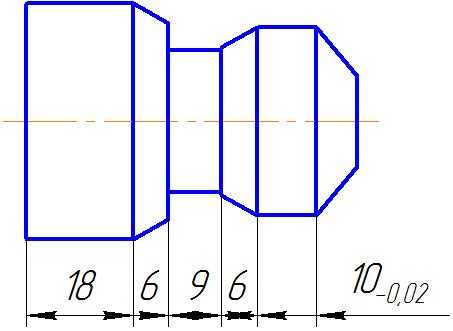
Сначала выбирается база для линейных размеров. Такой базой является та торцовая поверхность детали (правая либо левая) БТ, от которой заданы линейные размеры. Если линейные размеры проставлены цепью ([IMAGE_1]), то необходимо их пересчитать так, чтобы они были заданы от одной базы БТ ([IMAGE_2]). Рекомендуется задавать линейные размеры от левого торца детали. Неуказанные допуски размеров назначаются по 14 квалитету: охватываемые (вал) по h14, охватывающие (отверстие) по Н14, остальные – IT14/2.
Далее определяются узловые точки, которыми являются точки начала и конца каждой поверхности детали. Узловые точки нумеруются, начиная от базового торца или точки ([IMAGE_3]).
Рис. 1.1. Простановка линейных размеров: а) до расчета координат; б) для расчета координат
1. Координаты узловых (начала и конца поверхности) точек ([IMAGE_4]) в радиальном направлении (по оси х) определяются по формуле (координата xi соответствует радиусу поверхности в данной точке): xi = di / 2 (1.1). Координата zi равна расстоянию от базового торца li до узловой точки zi = li. Если узловая точка находится на оси детали, то xi = 0,1.
2. В зависимости от точности радиуса торовой поверхности и диаметров начала и конца конической поверхности, данные поверхности разделяются на точные и неточные. К точным относятся поверхности с допуском на диаметр точнее 8-го квалитета, остальные к неточным.
Координаты промежуточных точек каждой элементарной поверхности определяются следующим образом:
- Цилиндрическая поверхность. Координаты начала xi и конца xi+1 поверхности определяются по формуле (1.1), координаты zi = li, zi+1 = li+1.
- Коническая поверхность. Для неточных конических поверхностей (фаски и т.п.) расчет ведут по крайним точкам: xi = di / 2 (1.2), где dc1, dc2 – средние диаметры узловых точек, сопряженных с конической поверхностью поверхностей, l1, l2 – расстояния от базового торца (БТ) до узловых точек конической поверхности.
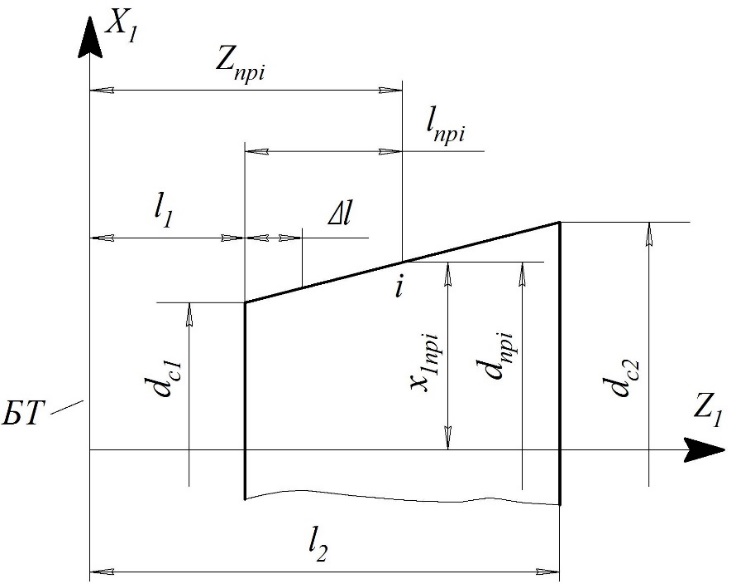
Для точных конических поверхностей расчет ведут по 10 точкам поверхности, разделяя ее на участки ([IMAGE_5]): Δl = (l1 – l2)/9 (1.3). Координаты крайних узловых точек определяют по формулам (1.3), а промежуточных – по формулам (1.4).
Рис. 1.2. Определение координат узловых и промежуточных точек для точной конической поверхности
Поверхность, описанная дугой окружности (торовая поверхность). Если поверхность неточная, то расчет выполняется для крайних узловых точек по (1.2), а радиус поверхности сохраняется. Для точных поверхностей расчет выполняется по 10 точкам. Длина хорды ([IMAGE_6]): L = sqrt((x2-x1)^2 + (z2-z1)^2) (1.5). Расстояние от центра 0 дуги до хорды: h = sqrt(R^2 — (L/2)^2) (1.6).
Координаты средней точки М хорды: xm = (x1+x2)/2; zm = (z1+z2)/2 (1.7). Угол между хордой и положительным направлением оси z: φ = arctg((x2-x1)/(z2-z1)) (1.8). Координаты центра дуги: x0 = xm + K*h*cos(φ); z0 = zm — K*h*sin(φ) (1.9), где K = ± 1 – число, характеризующее вид поверхности.
Рис. 1.3. Определение координат промежуточных точек для точной торовой поверхности
Правило знаков: если поверхность выпуклая и x0 > xm; если поверхность выпуклая и x0 xm; если поверхность вогнутая и x0 < xm. Координаты промежуточных точек (радиус rc со знаком + для выпуклых, со знаком – для вогнутых поверхностей): xi = x0 + rc*cos(αi); zi = z0 + rc*sin(αi) (1.10).
II этап: Определение координат точек профиля резца
1. Передний γ и задний α углы и угол наклона базы ε назначают по правилам. Для призматических резцов в базовой точке назначают α=12–15°, для круглых – 10–12°. Значение передних углов γ радиальных резцов назначают по табл. 1.1.
| Материал детали | Прочность δв, МПа | Твердость НВ | γ, град |
|---|---|---|---|
| Сталь | До 500 | До 150 | 25 |
| Сталь | 500…800 | 150…235 | 20…25 |
| Сталь | 800…1000 | 235…290 | 12…20 |
| Сталь | 1000…1200 | 290…350 | 8…12 |
| Чугун | — | До 150 | 15 |
| Чугун | — | 150…200 | 5…12 |
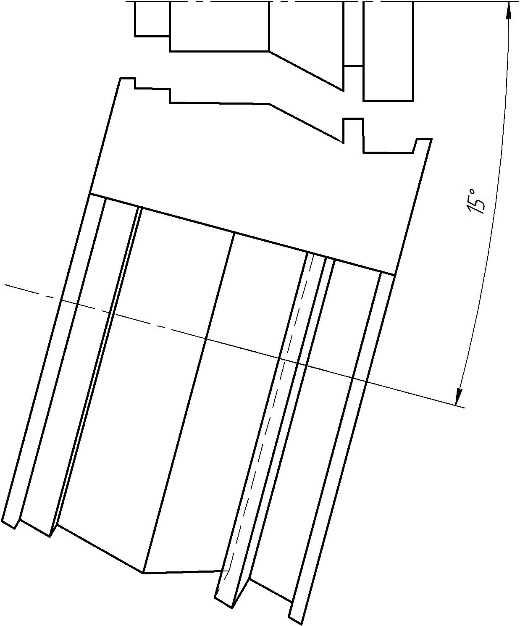
Угол наклона базы призматического резца или наклона оси радиального резца назначается: если на детали имеются поверхности перпендикулярные её оси, то ε=10…15°; если нет – ε=0.
2. Для круглого резца определяем наружный диаметр: для наружного точения D = dmax + 2*tmax + (2…5) (1.11); для внутреннего точения D = D0 — 2*tmax — (2…5) (1.12). Значение D округляется до стандартного (см. табл. 1.2).
3. Определяют радиус базовой точки на профиле детали: при наружном точении r = rmin = xi min, при внутреннем точении r = rmax = xi max.
4. Вспомогательные величины: A = r*cos(α); B = r*sin(α); C = A*cos(γ) — B*sin(γ); E = A*sin(γ) + B*cos(γ) (1.13-1.16).
5. Координаты поверхности детали в системе S1: x1i = xi*cos(ε) — zi*sin(ε); z1i = xi*sin(ε) + zi*cos(ε).
6. Координаты поверхности детали в системе S0: x0i = x1i; z0i = z1i — z1min (1.17).
7. Координаты точек профиля: а) призматический резец: x2i = x0i*cos(α) + z0i*sin(α); z2i = z0i*cos(α) — x0i*sin(α) (1.18).
б) круглый резец: вычисляем hp, округляем, вычисляем фактический задний угол α’ (1.19, 1.20).
1.1.2. Тангенциальные фасонные резцы
1. Вспомогательный угол: sin(φ) = (dmax — dmin) / (2*L) (1.21). 2. Задний угол α = 5…10°, угол наклона режущей кромки λ = 15…45°. 3. Передний угол: γ = γ0 + α (1.22). 4. Радиус базовой точки: r = dmin / 2 (1.23). 5. Координаты точек профиля резца: x2i = xi*cos(φ) + zi*sin(φ); z2i = zi*cos(φ) — xi*sin(φ) (1.24).
1.2. Примеры расчета
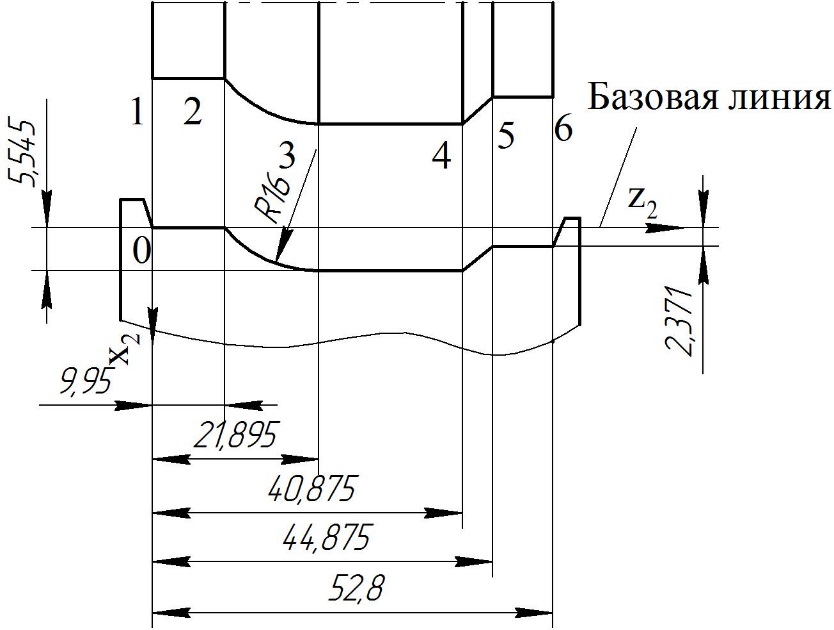
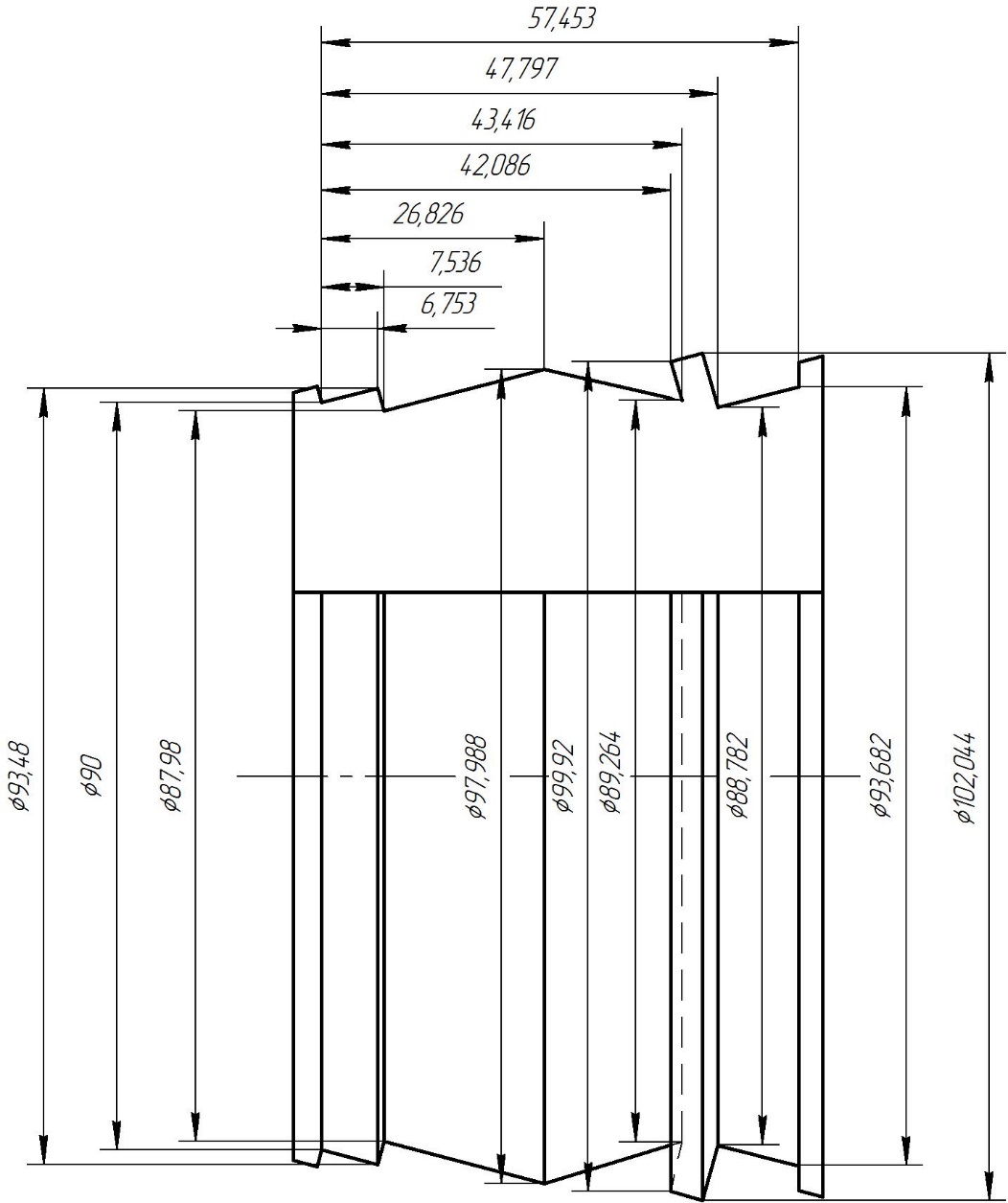
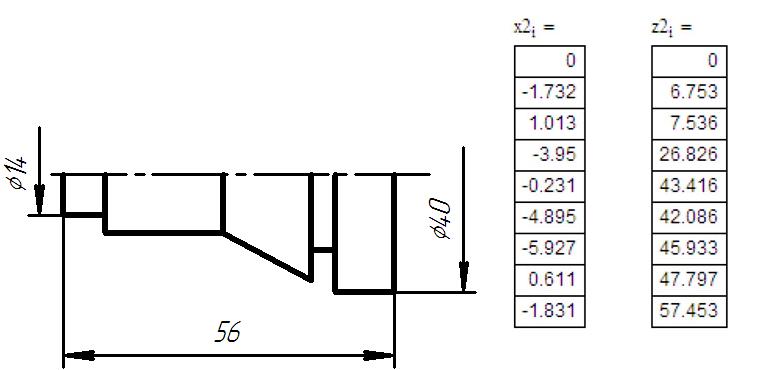
Пример 1. Определение координат точек профиля детали ([IMAGE_7]). Торовая поверхность R16 неточная. Точка 1: x1=16, z1=0. Точка 2: x2=16, z2=10. Точка 3: x3=15,98, z3=20. Точка 4: x4=12, z4=20. Точка 5: x5=12, z5=30. Точка 6: x6=10, z6=30.
II этап: γ=20, α=8, ε=0. D=50. [IMAGE_8] [IMAGE_9] [IMAGE_10] [IMAGE_11] [IMAGE_12] [IMAGE_13] [IMAGE_14] [IMAGE_15] [IMAGE_16] [IMAGE_17] [IMAGE_18] [IMAGE_19] [IMAGE_20] [IMAGE_21] [IMAGE_22]

[IMAGE_24] [IMAGE_25] [IMAGE_26]
[IMAGE_30] [IMAGE_31] [IMAGE_32] [IMAGE_33] [IMAGE_34]


[IMAGE_41] [IMAGE_42] [IMAGE_43]

[IMAGE_45] [IMAGE_46] [IMAGE_47] [IMAGE_48]

[IMAGE_51] [IMAGE_52] [IMAGE_53] [IMAGE_54] [IMAGE_55] [IMAGE_56] [IMAGE_57]

[IMAGE_59] [IMAGE_60] [IMAGE_61] [IMAGE_62] [IMAGE_63] [IMAGE_64] [IMAGE_65] [IMAGE_66] [IMAGE_67] [IMAGE_68]
[IMAGE_71] [IMAGE_72] [IMAGE_73] [IMAGE_74] [IMAGE_75]
[IMAGE_77] [IMAGE_78] [IMAGE_79] [IMAGE_80] [IMAGE_81] [IMAGE_82] [IMAGE_83] [IMAGE_84] [IMAGE_85] [IMAGE_86] [IMAGE_87] [IMAGE_88] [IMAGE_89] [IMAGE_90] [IMAGE_91] [IMAGE_92] [IMAGE_93] [IMAGE_94] [IMAGE_95] [IMAGE_96] [IMAGE_97] [IMAGE_98] [IMAGE_99] [IMAGE_100] [IMAGE_101]
III этап: Определение размеров профиля резца
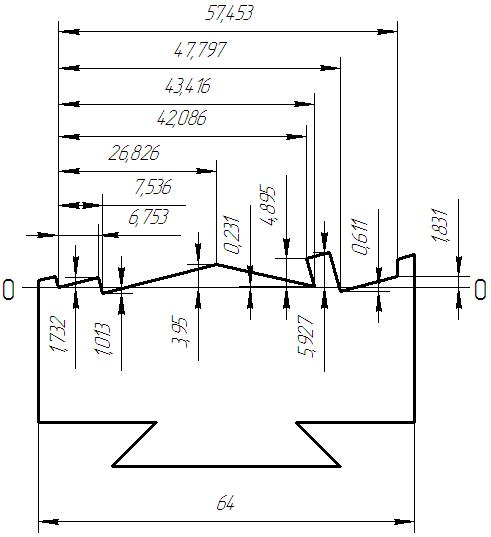
Призматический резец: полученные значения х2i являются расстояниями от базовой линии до соответствующих узловых точек профиля резца ([IMAGE_103]).
Круглый резец: вычисляем установочный размер hp = 3,5 мм. Полученные значения х2i представляют собой радиусы профиля круглого резца ([IMAGE_104]).
Тангенциальный резец: [IMAGE_105].
Пример 2
Рассмотрим пример построения профиля фасонного призматического резца с наклонной базой крепления (ε=15°). [IMAGE_106] [IMAGE_107] [IMAGE_108] [IMAGE_109] [IMAGE_110] [IMAGE_111] [IMAGE_112] [IMAGE_113] [IMAGE_114] [IMAGE_115] [IMAGE_116] [IMAGE_117] [IMAGE_118] [IMAGE_119] [IMAGE_120] [IMAGE_121] [IMAGE_122] [IMAGE_123] [IMAGE_124] [IMAGE_125] [IMAGE_126] [IMAGE_127] [IMAGE_128] [IMAGE_129] [IMAGE_130] [IMAGE_131] [IMAGE_132] [IMAGE_133] [IMAGE_134] [IMAGE_135] [IMAGE_136] [IMAGE_137] [IMAGE_138] [IMAGE_139] [IMAGE_140] [IMAGE_141] [IMAGE_142] [IMAGE_143] [IMAGE_144] [IMAGE_145] [IMAGE_146] [IMAGE_147] [IMAGE_148] [IMAGE_149] [IMAGE_150] [IMAGE_151] [IMAGE_152] [IMAGE_153] [IMAGE_154] [IMAGE_155] [IMAGE_156] [IMAGE_157] [IMAGE_158] [IMAGE_159] [IMAGE_160] [IMAGE_161] [IMAGE_162] [IMAGE_163] [IMAGE_164] [IMAGE_165] [IMAGE_166] [IMAGE_167] [IMAGE_168] [IMAGE_169] [IMAGE_170] [IMAGE_171] [IMAGE_172] [IMAGE_173] [IMAGE_174] [IMAGE_175] [IMAGE_176] [IMAGE_177] [IMAGE_178] [IMAGE_179] [IMAGE_180] [IMAGE_181] [IMAGE_182] [IMAGE_183] [IMAGE_184] [IMAGE_185] [IMAGE_186] [IMAGE_187] [IMAGE_188] [IMAGE_189] [IMAGE_190] [IMAGE_191] [IMAGE_192] [IMAGE_193] [IMAGE_194] [IMAGE_195] [IMAGE_196] [IMAGE_197] [IMAGE_198] [IMAGE_199] [IMAGE_200] [IMAGE_201] [IMAGE_202] [IMAGE_203] [IMAGE_204] [IMAGE_205] [IMAGE_206] [IMAGE_207]
1.3. Габаритные и присоединительные размеры фасонных резцов
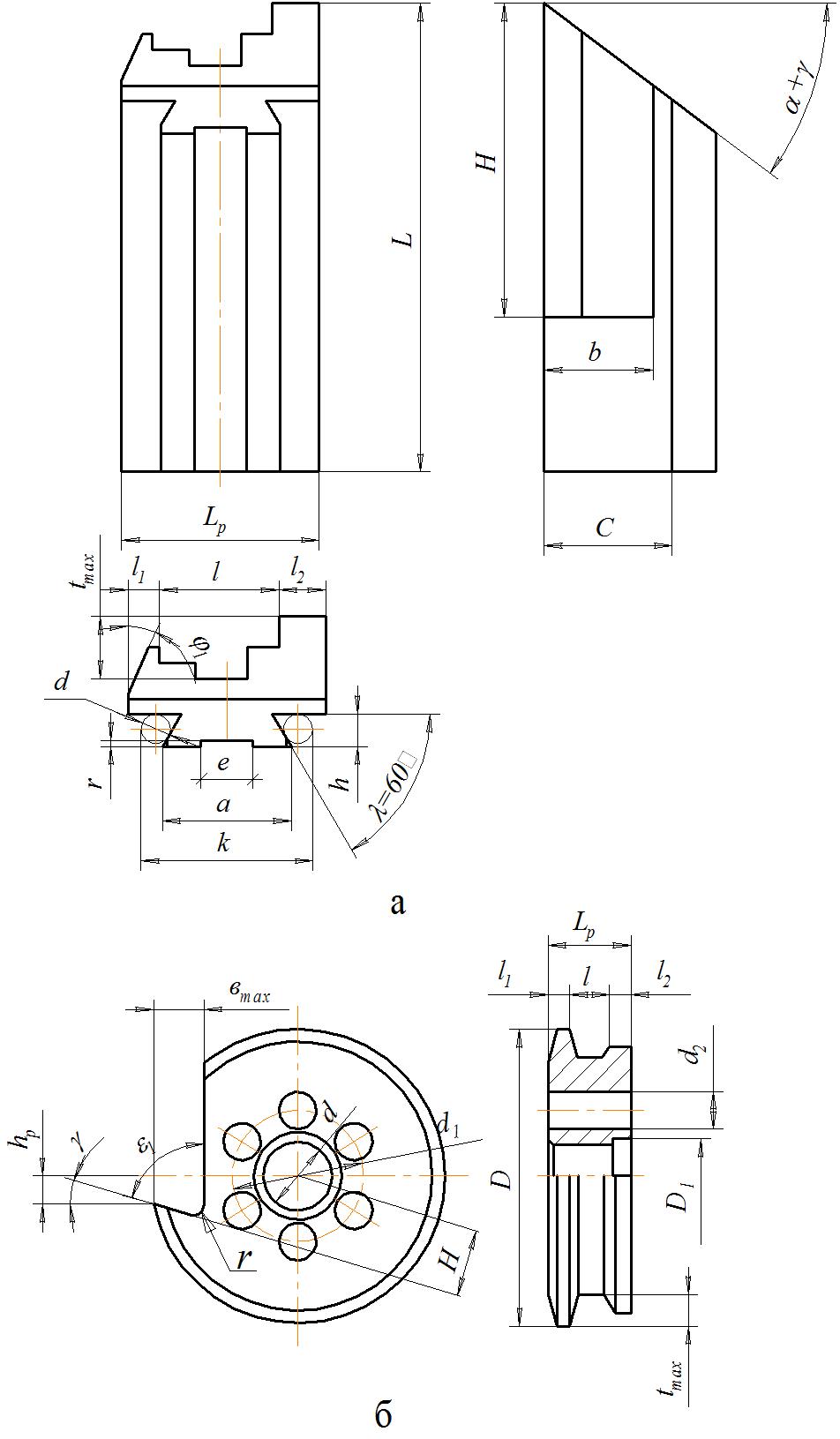
Ширина резца: B = l + l1 + l2, где l – длина профиля, l1 = b + (1…2) мм, l2 = 3…5 мм. Призматические резцы изготавливают сварными. Крепление выполняется по «ласточкиному хвосту» ([IMAGE_208]).
| tmax | C | h | e | L | H | r | d | b | a |
|---|---|---|---|---|---|---|---|---|---|
| 4 | 6 | 10 | 15 | 20 | 28 | 10 | 15 | 20 | 25 |
| … | … | … | … | … | … | … | … | … | … |
Примечания: 1. Размер а для призматических резцов не должен превышать 0,75 Lр. 2. Размер е выбирается соответственно размеру а.
1.4. Порядок выполнения задания 1
Содержание работы: назначить параметры резца (γ, α, ε, D), определить узловые точки, рассчитать координаты xi и zi, рассчитать профиль инструмента, определить габаритные размеры.
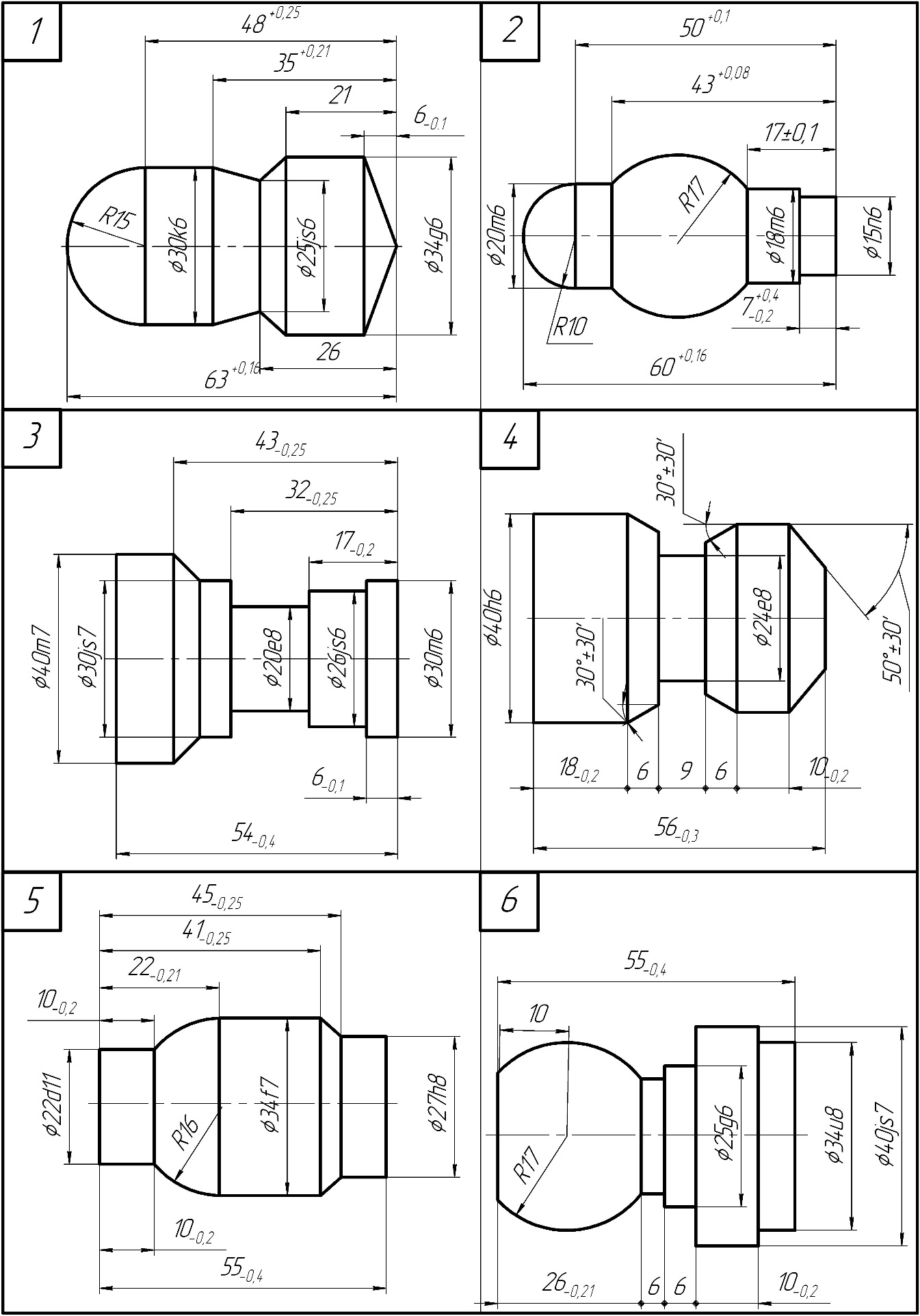
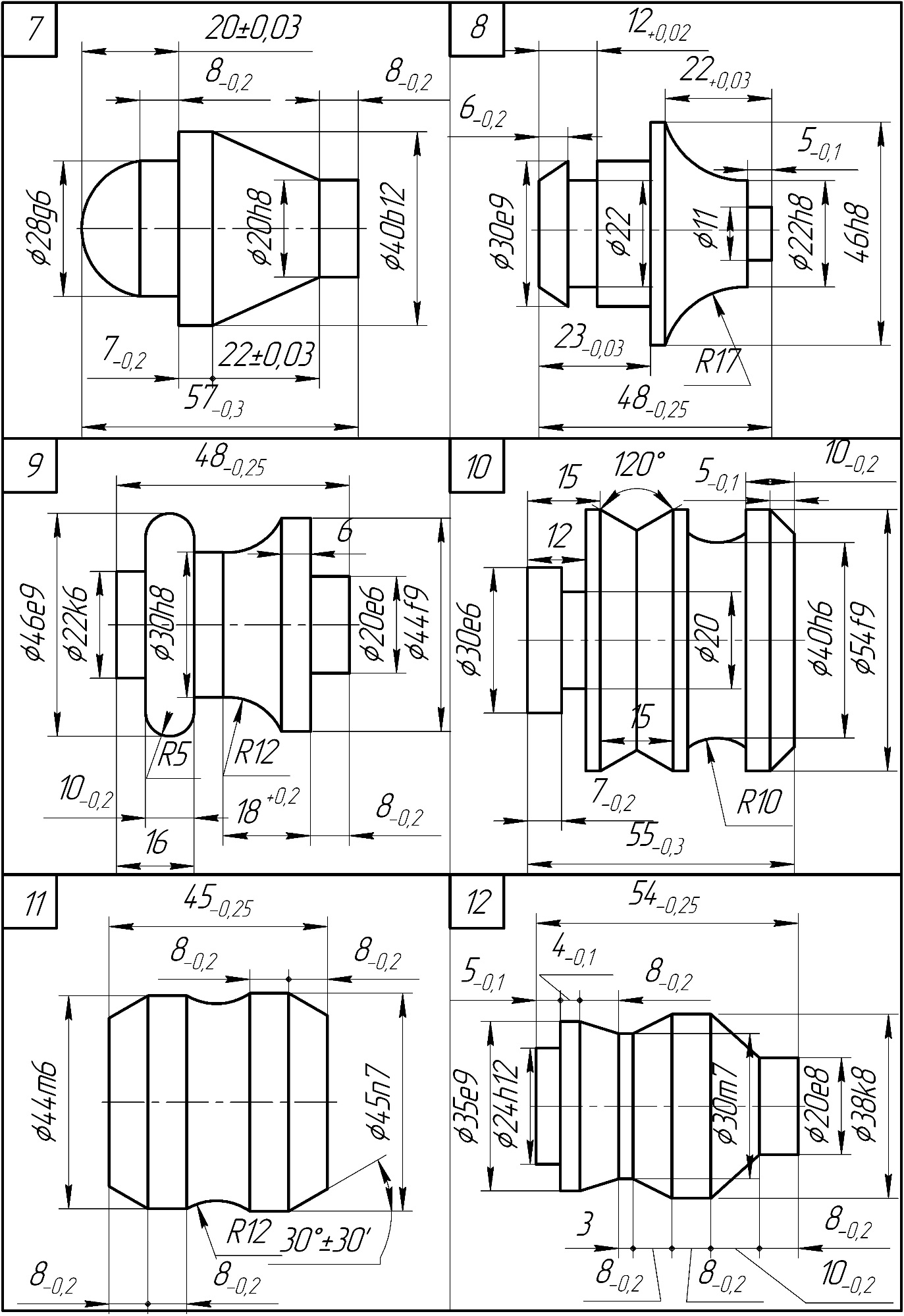
ПРИЛОЖЕНИЯ
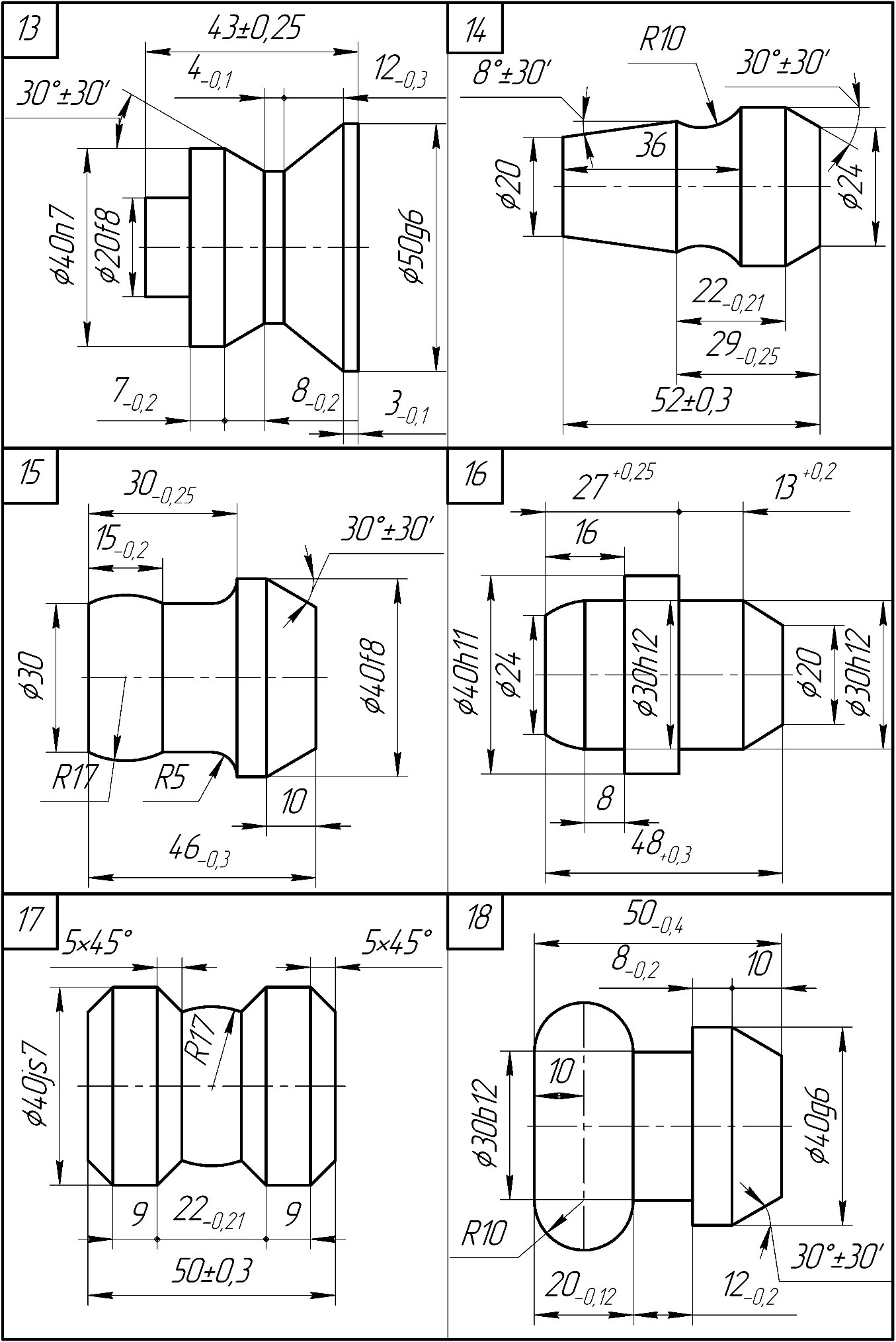
Приложение 1: Варианты задания 1 (чертежи деталей).